一种锂电池自动化安装设备的制作方法
本发明涉及锂电池,特别是涉及一种锂电池自动化安装设备。
背景技术:
1、锂电池是一类由锂金属或锂合金为正/负极材料、使用非水电解质溶液的电池,锂电池于上世纪七十年代提出并开始进行研究,直至上世纪九十年代研制成功,相比较其他电池而言,锂电池的安全性、比容量、自放电率和性能价格比均有较大的提升。
2、对于一个功率较大的锂电池来说,往往是通过多个锂电池组装成一个功率更大的锂电池,再对锂电池进行焊接,然而通过人工对锂电池进行焊接加工,提高了人力成本的同时也在一定程度上降低了锂电池的安装效率,为此提出一种锂电池自动化安装设备。
技术实现思路
1、本发明的目的在于提供一种锂电池自动化安装设备,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
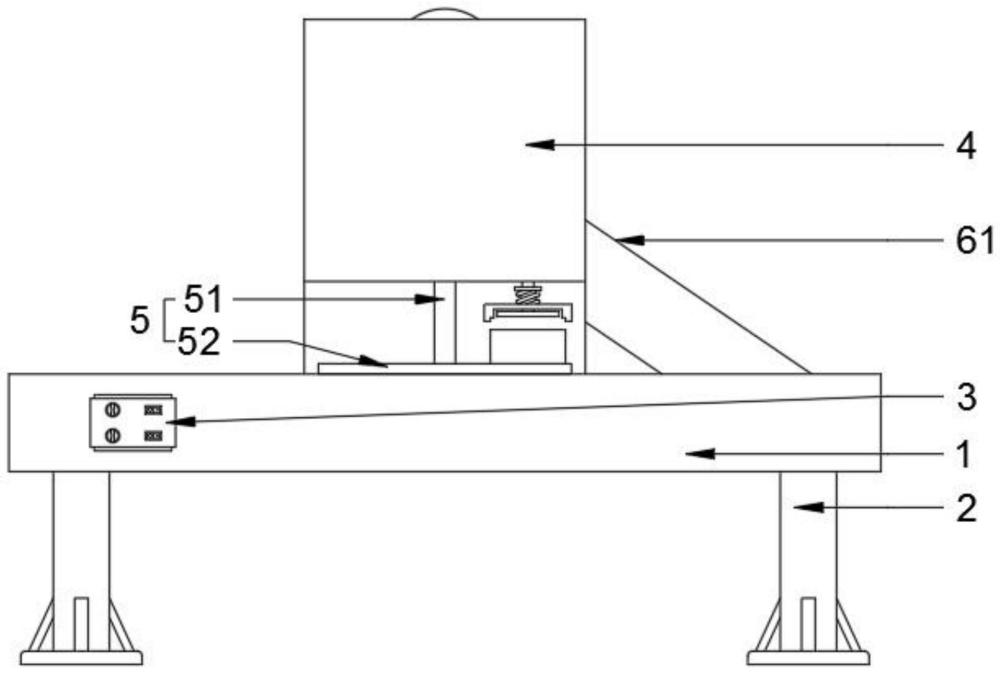
3、一种锂电池自动化安装设备,所述锂电池自动化安装设备包括:
4、加工台,所述加工台远离地面的一端固定安装有安装框,加工台的中部转动连接有送料组;
5、换向结构,所述换向结构转动连接于安装框中部且与送料组之间相互配合;
6、焊接结构,所述焊接结构安装于安装框中部;
7、动力调节组,所述动力调节组转动连接于安装框的内外两侧且与送料组、换向结构和焊接结构之间传动配合;
8、将完成组装的功率较大的锂电池从送料组的进料端送入,通过动力调节组的动力传输送入焊接结构的焊接加工位置,而完成焊接加工的锂电池通过换向结构的输送送至送料组的出料端,最终通过送料组将完成焊接加工的锂电池从出料端送出,而将完成焊接加工的锂电池送出的同时,送料组的送料端将待焊接的锂电池再次输送至焊接加工位置,通过设备整体的安装加工,实现对锂电池的焊接加工和安装。
9、作为本发明进一步的方案:所述送料组包括:
10、安装轴,所述安装轴转动连接于加工台内部,安装轴位于加工台内部的一端固定安装有带轮,两带轮之间通过传送带传动连接,两相互靠近的带轮之间通过传动带传动连接。
11、作为本发明再一步的方案:所述焊接结构包括:
12、调节轴,所述调节轴滑动连接于安装框中部,调节轴位于安装框内部的一端套设有弹性件三,弹性件三的两端分别与安装框内壁和调节轴固定连接,调节轴位于安装框外部的一端固定连接有焊接装置;
13、连接套,所述连接套固定安装于调节轴位于安装框外部的一端,连接套位于加工台的一端设置有定位板,连接套的外部套设有弹性件四,弹性件四的两端分别与连接套和定位板固定连接。
14、作为本发明再一步的方案:所述换向结构包括:
15、连接轴,所述连接轴转动连接于安装框内部,连接轴位于安装框内部的一端固定连接有圆柱块,圆柱块的弧形侧面设置有凸轮槽,连接轴位于安装框外部的一端固定连接有转动板,转动板的中部设置有收纳槽;
16、调节杆,所述调节杆滑动连接于安装框内部,调节杆的中部滑动连接有滑动块,滑动块与凸轮槽之间滑动配合,调节杆的内部设置有弹性件二,弹性件二的两端分别与调节杆内壁和滑动块固定连接;
17、弹性件一,所述弹性件一位于安装框内部,弹性件一的两端分别与安装框和调节杆内壁固定连接。
18、作为本发明再一步的方案:所述安装框内部固定安装有竖杆,竖杆位于弹性件一内部且与调节杆之间滑动配合。
19、作为本发明再一步的方案:所述动力调节组包括:
20、驱动轴,所述驱动轴转动连接于安装框内部,驱动轴位于安装框内部的一端固定连接有凸轮一、蜗杆和凸轮二,凸轮一与调节杆之间滑动配合,凸轮二与调节轴之间滑动配合;
21、传动轴二,所述传动轴二转动连接于安装框内部,传动轴二位于安装框内部的一端固定连接有蜗轮,蜗杆与蜗轮之间传动连接,传动轴二位于安装框外部的一端固定连接有拨杆;
22、传动轴一,所述传动轴一转动连接于安装框外部位于拨杆的一侧,传动轴一的一端固定连接有槽轮和传动轮一,拨杆与槽轮之间传动连接;
23、传动轮二,所述传动轮二位于加工台外部且与其中一安装轴固定连接,传动轮二与传动轮一之间通过传动件传动连接。
24、作为本发明再一步的方案:所述加工台外部一端固定安装有控制面板,控制面板的输出端与驱动轴的输入端电连接。
25、作为本发明再一步的方案:所述加工台位于地面的一端对称设置有底座,底座与加工台通过螺栓固定连接。
26、与现有技术相比,本发明的有益效果是:
27、与现有技术相比较,通过实现对锂电池进行机械化的焊接加工和安装,在降低人力成本的同时也提高了锂电池的焊接安装加工效率,既能够使组装的锂电池所形成的焊接点更加平整,也能够避免因焊接点的不平整而导致锂电池发生短路现象。
技术特征:
1.一种锂电池自动化安装设备,其特征在于:所述锂电池自动化安装设备包括:
2.根据权利要求1所述的锂电池自动化安装设备,其特征在于:所述送料组包括:
3.根据权利要求2所述的锂电池自动化安装设备,其特征在于:所述焊接结构包括:
4.根据权利要求3所述的锂电池自动化安装设备,其特征在于:所述换向结构包括:
5.根据权利要求4所述的锂电池自动化安装设备,其特征在于:所述安装框内部固定安装有竖杆,竖杆位于弹性件一内部且与调节杆之间滑动配合。
6.根据权利要求4所述的锂电池自动化安装设备,其特征在于:所述动力调节组包括:
7.根据权利要求6所述的锂电池自动化安装设备,其特征在于:所述加工台外部一端固定安装有控制面板,控制面板的输出端与驱动轴的输入端电连接。
8.根据权利要求1或2所述的锂电池自动化安装设备,其特征在于:所述加工台位于地面的一端对称设置有底座,底座与加工台通过螺栓固定连接。
技术总结
本发明涉及锂电池技术领域,特别是涉及一种锂电池自动化安装设备,所述锂电池自动化安装设备包括:加工台,所述加工台远离地面的一端固定安装有安装框,加工台的中部转动连接有送料组;换向结构,所述换向结构转动连接于安装框中部且与送料组之间相互配合;焊接结构,所述焊接结构安装于安装框中部;动力调节组,所述动力调节组转动连接于安装框的内外两侧且与送料组、换向结构和焊接结构之间传动配合;与现有技术相比较,通过实现对锂电池进行机械化的焊接加工和安装,在降低人力成本的同时也提高了锂电池的焊接安装加工效率,既能够使组装的锂电池所形成的焊接点更加平整,也能够避免因焊接点的不平整而导致锂电池发生短路现象。
技术研发人员:赵光辉,李桂臣,朱涛
受保护的技术使用者:山东丰元锂能科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!