一种模具齿轮轴的制作方法与流程
本发明属于模具齿轮轴的制作方法的相关,具体涉及一种通过喷涂氮化铬铝,厚度3-4μm,涂层硬度hv3300的模具齿轮轴的制作方法。
背景技术:
1、现有的模具齿轮轴在加工后,其齿轮的表面硬度达不到hv3300的设计要求,不能满足客户的需求。
2、为此,我们研发了一种通过喷涂氮化铬铝,厚度3-4μm,涂层硬度hv3300的模具齿轮轴的制作方法。
技术实现思路
1、本发明的目的在于提供一种通过喷涂氮化铬铝,厚度3-4μm,涂层硬度hv3300的模具齿轮轴的制作方法。
2、为实现上述目的,本发明提供如下技术方案:一种模具齿轮轴的制作方法,包含以下步骤:
3、步骤1,选用工具钢h13,分断;
4、步骤2,滚齿;
5、步骤3,热处理,真空淬火+2次真空回火,芯部硬度48-52hrc,用检测仪器hrs-150检测;
6、步骤4,粗磨;
7、步骤5,硬氮化,深度0.150-0.190mm,表面硬度1100-1190hv;
8、步骤6,磨齿;
9、步骤7,研磨,研磨深度0.1mm,研磨后的表面硬度在60hrc;
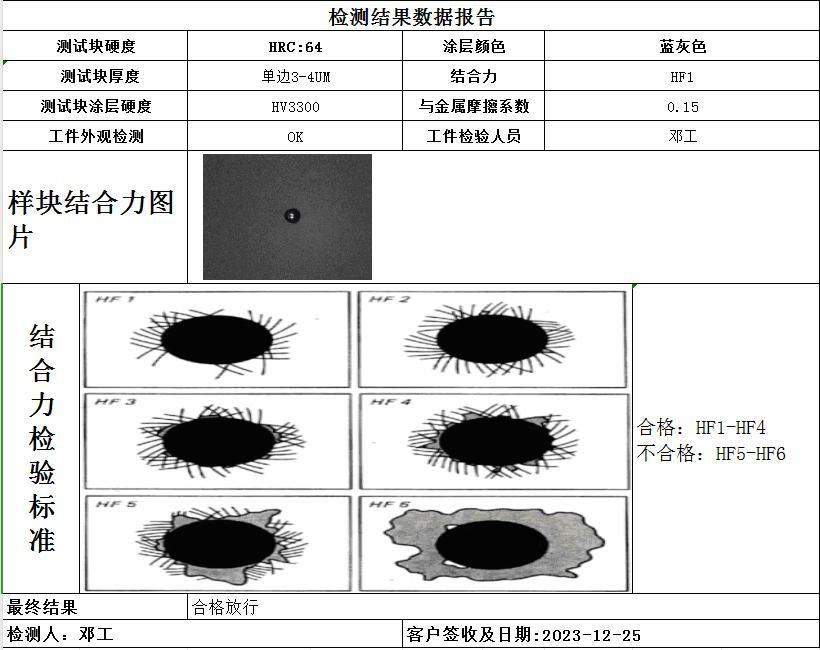
10、步骤8,喷涂氮化铬铝,厚度3-4μm,涂层硬度hv3300。
11、优选的,硬氮化,深度0.179mm,表面硬度1107-1134hv,用检测仪器mh-500检测。
12、与现有技术相比,本发明提供了一种模具齿轮轴的制作方法,具备以下有益效果:
13、本发明所述的模具齿轮轴的制作方法制作的模具齿轮轴的硬度要求高,涂层硬度可达hv3300,同时涂氮化铬铝镀层的结合力好。
技术特征:
1.一种模具齿轮轴的制作方法,其特征在于:包含以下步骤:
2.根据权利要求1所述的一种模具齿轮轴的制作方法,其特征在于:硬氮化,深度0.179mm,表面硬度1107-1134hv,用检测仪器mh-500检测。
技术总结
本发明公开了一种模具齿轮轴的制作方法,包含以下步骤:步骤1,选用工具钢H13,分断;步骤2,滚齿;步骤3,热处理,真空淬火+2次真空回火,芯部硬度48‑52HRC,用检测仪器HRS‑150检测;步骤4,粗磨;步骤5,硬氮化,深度0.150‑0.190mm,表面硬度1100‑1190HV;步骤6,磨齿;步骤7,研磨,研磨深度0.1mm,研磨后的表面硬度在60HRC;步骤8,喷涂氮化铬铝,厚度3‑4μm,涂层硬度HV3300;本发明所述的模具齿轮轴的制作方法制作的模具齿轮轴的硬度要求高,涂层硬度可达HV3300,同时涂氮化铬铝镀层的结合力好。
技术研发人员:钟殿鹏
受保护的技术使用者:曾我部(苏州)减速机制造有限公司
技术研发日:
技术公布日:2024/3/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1