一种用于汽车铝合金铆接件冲压产线及其工作方法与流程
本发明涉及铆接机配件,具体涉及一种用于汽车铝合金铆接件冲压产线及其工作方法。
背景技术:
1、现有技术中,对汽车零部件中的铝合金铆接件进行装配,需要用到冲压机将其中一个零件通过冲压件压出安装面,为了方便对行程安装面,通常需要先将零件加热,以便于零件冲压形变,但是这样冲压后,若不及时对零件散热,零件可能成型后尺寸差异较大,因此设计一种用于汽车铝合金铆接件冲压产线及其工作方法是必要的。
技术实现思路
1、本发明的目的是提供一种用于汽车铝合金铆接件冲压产线及其工作方法,以解决上述问题。
2、为了实现上述目的,本发明提供了一种用于汽车铝合金铆接件冲压产线,包括:输料线,所述输料线上具有冲压工位,所述冲压工位上设置有若干定位柱,所述定位柱上设置有冲压机构,所述冲压机构内部具有冷却腔,所述冷却腔内适于盛放冷却水;
3、所述冲压机构内部还具有活动组件,所述定位柱上还设置有调节组件,所述调节组件上具有充水管,所述调节组件与所述活动组件联动;其中
4、所述冲压机构滑动至与所述调节组件抵接时,所述充水管与所述冷却腔连通,以向所述冷却腔内补水;
5、所述冲压机构滑动至与工件抵接时,所述冲压机构对工件冲压,同时工件挤压活动组件,以使活动组件打开所述冷却腔的开口;
6、所述冲压机构与工件脱离后,所述冷却腔内的冷却水喷向工件,以对工件进行冷却。
7、进一步的,所述冲压机构包括支撑座,所述支撑座安装在各所述定位柱的顶部,所述支撑座上安装有冲压气缸,所述冲压气缸的活动端安装有冲压板,所述冲压板适于对工件进行冲压;
8、所述冷却腔位于所述冲压板内;以及
9、所述活动组件位于所述冷却腔的两侧,且所述活动组件具有密封块,所述密封块适于密封所述冷却腔的开口。
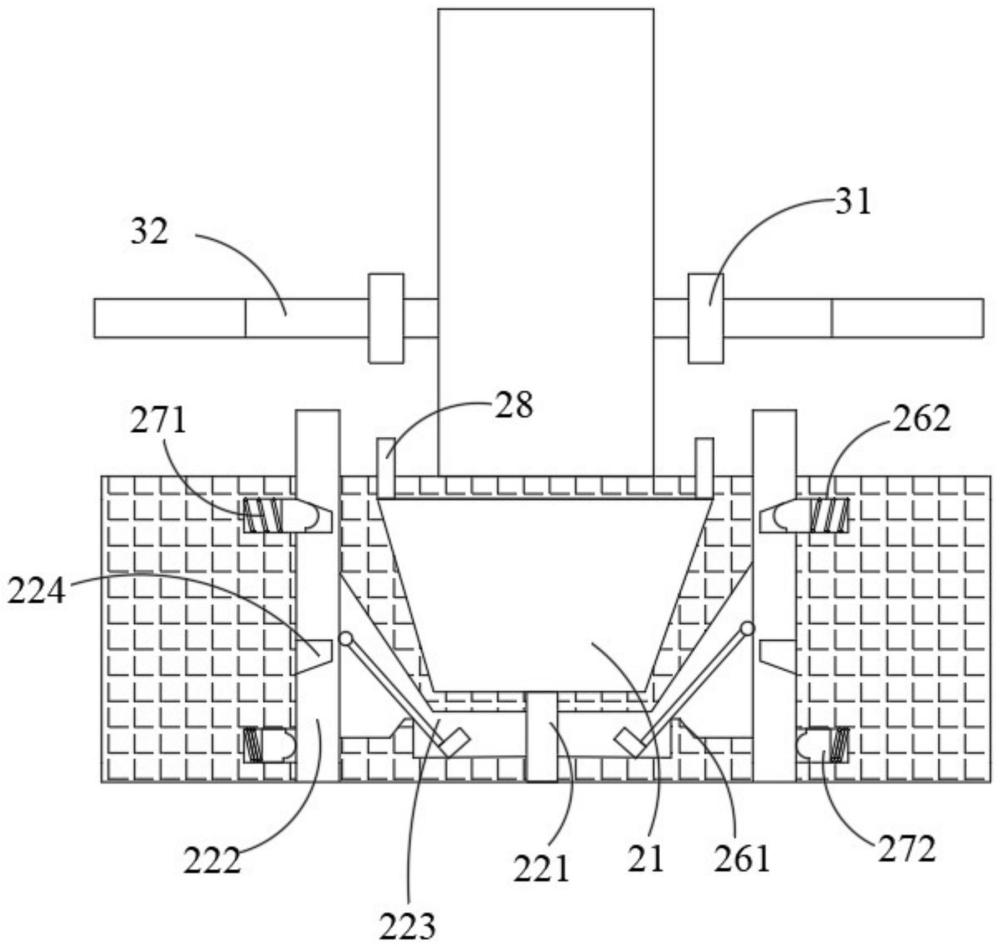
10、进一步的,所述活动组件包括两镜像设置在冷却腔两侧的滑动板,所述滑动板的一侧铰接有连接杆,所述密封块安装在所述连接杆远离所述滑动板的一端,所述滑动板的形成两端分别具有第一工位和第二工位;以及
11、所述冲压板内部设置有凸块,所述凸块位于所述连接杆的中间;其中
12、所述滑动板滑动至第一工位时,所述密封块封堵所述冷却腔的开口;
13、所述滑动板滑动至第二工位时,所述密封块打开所述冷却腔的开口。
14、进一步的,所述滑动板的两端分别开设有两卡接槽,所述冲压板内部也开设有四个伸缩槽,一个伸缩槽对应一个卡接槽;以及
15、所述伸缩槽内设置有伸缩组件;其中
16、所述滑动板滑动至第一工位时,靠近所述调节组件的伸缩组件伸长并插入对应所述卡接槽内,远离所述调节组件的伸缩组件收缩至对应所述卡接槽内;
17、所述滑动板滑动至第二工位时,远离所述调节组件的伸缩组件延长并插入对应所述卡接槽内,靠近所述调节组件的伸缩组件收缩至对应所述卡接槽内。
18、进一步的,所述伸缩组件包括伸缩弹簧和限位块,所述伸缩弹簧的一端与所述限位块连接,另一端与所述伸缩槽连接;
19、所述卡接槽朝外的一侧为倾斜面。
20、进一步的,所述调节组件为调节板,所述调节板安装在各所述支撑柱上,所述充水管安装在所述调节板上,所述冷却腔的一端具有接水头,所述接水头与所述充水管相对应。
21、进一步的,所述汽车铝合金铆接件冲压产线还包括磨平机构,所述磨平机构包括磨平电机、机座和打磨盘,所述打磨盘与所述磨平电机传动连接;
22、所述磨平盘的同轴设置有传动杆,所述传动杆与所述机座转动连接,且所述传动杆的端部贯穿机座设置,所述传动杆远离磨平盘的一端安装有从动轮,所述磨平电机的端部安装有主动轮,所述主动轮与所述从动轮之间外套有传动带。
23、此外,本发明还提供了一种工作方法,使用如上文所述的汽车铝合金铆接件冲压产线,工件进入机座时,所述磨平电机启动,所述主动轮通过传动带带动从动轮转动,所述从动轮驱动打磨盘对工件磨平,并使工件升温;
24、输料线将工件输送至支撑座下方,所述冲压气缸驱动所述冲压板靠近工件,工件顶推滑动板沿冲压板向上滑动,以使连接杆带动密封块绕凸块转动至打开冷却腔,直至冲压板与工件抵接;
25、冲压板与工件分离后,冷却腔内的水喷洒到工件上,以冷却工件;
26、冲压板上升至滑动板与调节板抵接后,调节板顶推滑动板向下滑动,以使连接杆带动密封块绕凸块转动至封堵冷却腔,直至充水管插入接水头内,以对冷却腔充水。
27、相对于现有技术,本发明具有以下有益效果:通过在冲压板内设置冷却腔,同时通过活动组件控制冷却腔在每一次冲压后打开,以对工件进行冷却,从而确保工件打磨并冲压后快速冷却成型,提高加工质量,同时通过接水头与充水管连接充水,使得每一次的出水量相同,起到节水效果。
技术特征:
1.一种用于汽车铝合金铆接件冲压产线,其特征在于,包括:
2.如权利要求1所述的汽车铝合金铆接件冲压产线,其特征在于,
3.如权利要求2所述的汽车铝合金铆接件冲压产线,其特征在于,
4.如权利要求3所述的汽车铝合金铆接件冲压产线,其特征在于,
5.如权利要求4所述的汽车铝合金铆接件冲压产线,其特征在于,
6.如权利要求5所述的汽车铝合金铆接件冲压产线,其特征在于,
7.如权利要求6所述的汽车铝合金铆接件冲压产线,其特征在于,
8.一种工作方法,使用如权利要求7所述的汽车铝合金铆接件冲压产线,其特征在于,
技术总结
本发明涉及铆接机配件技术领域,具体涉及一种用于汽车铝合金铆接件冲压产线及其工作方法。本发明提供了一种用于汽车铝合金铆接件冲压产线,包括:输料线,输料线上具有冲压工位,冲压工位上设置有若干定位柱,定位柱上设置有冲压机构,冲压机构内部具有冷却腔,冷却腔内适于盛放冷却水;冲压机构内部还具有活动组件,定位柱上还设置有调节组件,调节组件上具有充水管,调节组件与活动组件联动。通过在冲压板内设置冷却腔,同时通过活动组件控制冷却腔在每一次冲压后打开,以对工件进行冷却,从而确保工件打磨并冲压后快速冷却成型,提高加工质量,同时通过接水头与充水管连接充水,使得每一次的出水量相同,起到节水效果。
技术研发人员:蒋建强
受保护的技术使用者:常州达亚汽车零部件有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!