一种纳皮秒激光并行多光束加工方法及加工系统
本发明涉及激光加工,具体而言,涉及一种纳皮秒激光并行多光束加工方法及加工系统。
背景技术:
1、现阶段,激光加工技术已经广泛应用于航空航天、半导体、微电子、仪器仪表等领域。
2、目前短脉冲和超短脉冲激光加工作为一种常见的加工手段,已经广泛应用在航空航天、汽车、电子等领域复杂构件的制造、维护。短脉冲激光器一般为纳秒激光器。尽管其加工效率很高,但是由于较长的脉冲持续时间,加工过程中的热效应十分显著,因此很难实现高质量的加工。皮秒激光作为一种超短脉冲激光,具有极短的脉冲持续时间和极高的峰值功率密度,可以对各种材料进行高质量的加工。但是由于其较低的单脉冲能量,很难实现高效率的加工。
技术实现思路
1、本发明解决的问题是如何实现对不同材料工件的高质量和高效率的激光加工作业。
2、为解决上述问题,本发明提供一种纳皮秒激光并行多光束加工方法,应用于纳皮秒激光并行多光束加工系统,所述纳皮秒激光并行多光束加工系统包括皮秒激光器、皮秒激光光路空间整形系统、皮秒激光偏振调整系统、纳秒激光器、纳秒激光光路整形系统、纳秒激光偏振调整系统、两个光学快门、两个聚焦观测系统、光束能量调整系统、多光束动态调制器、高速光电探测器、示波器和两个工作台;所述纳皮秒激光并行多光束加工方法包括如下步骤:
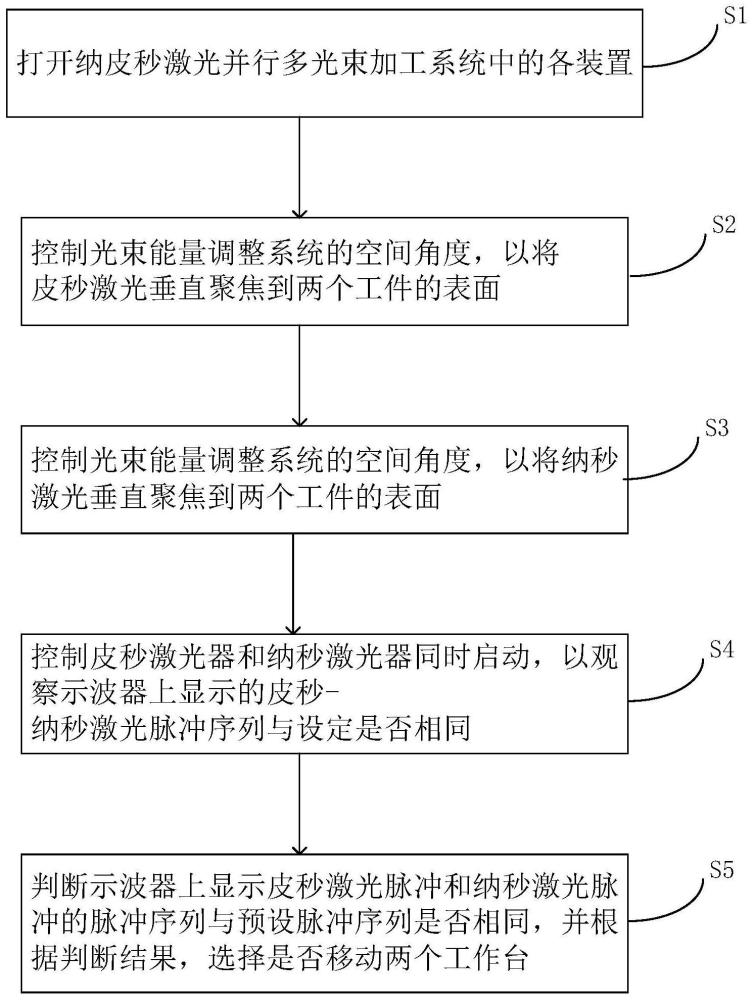
3、s1、打开纳皮秒激光并行多光束加工系统中的各装置;
4、s2、控制光束能量调整系统的空间角度,以将皮秒激光垂直聚焦到两个工件的表面;
5、s3、控制光束能量调整系统的空间角度,以将纳秒激光垂直聚焦到两个工件的表面;
6、s4、控制皮秒激光器和纳秒激光器同时启动,以观察示波器上显示的皮秒-纳秒激光脉冲序列与设定是否相同;
7、s5、判断示波器上显示皮秒激光脉冲和纳秒激光脉冲的脉冲序列与预设脉冲序列是否相同,并根据判断结果,选择是否移动两个工作台。
8、可选地,所述打开纳皮秒激光并行多光束加工系统中的各装置包括:打开整体电源、打开两个光学快门、和两个聚焦观测系统。
9、可选地,所述控制光束能量调整系统的空间角度,以将皮秒激光垂直聚焦到两个工件的表面包括:
10、s21、控制皮秒激光器,输出低功率皮秒激光,调整皮秒激光光路空间整形系统、皮秒激光偏振调整系统,使得皮秒激光脉冲平行入射到偏振合光镜中心,调整光束能量调整系统的空间角度,使得皮秒激光垂直聚焦到两个工作台上的两个工件上。
11、可选地,所述控制光束能量调整系统的空间角度,以将皮秒激光垂直聚焦到两个工件的表面还包括:
12、s22、在皮秒激光脉冲平行入射到偏振合光镜中心之后,借助两个聚焦观测系统的观测,调整光束能量调整系统的空间角度。
13、可选地,所述控制光束能量调整系统的空间角度,以将纳秒激光垂直聚焦到两个工件的表面包括:
14、s31、打开纳秒激光器,输出低功率纳秒激光,调整纳秒激光光路整形系统、纳秒激光偏振调整系统,使得纳秒激光脉冲平行入射到偏振合光镜中心,调整光束能量调整系统的空间角度,使得纳秒激光以垂直聚焦到两个工作台上的两个工件上的表面;控制纳秒激光器停止出光。
15、可选地,所述控制光束能量调整系统的空间角度,以将纳秒激光垂直聚焦到两个工件的表面还包括:
16、s32、在纳秒激光脉冲平行入射到偏振合光镜中心之后,借助两个聚焦观测系统的观测,调整光束能量调整系统中的空间角度。
17、可选地,所述控制皮秒激光器和纳秒激光器同时启动,以观察示波器上显示的皮秒-纳秒激光脉冲序列与设定是否相同包括;
18、将多光束动态调制器接入皮秒激光器和纳秒激光器,打开多光束动态调制器、高速光电探测器和示波器,设定皮秒激光器和纳秒激光器一定的皮秒-纳秒激光脉冲序列,控制皮秒激光器和纳秒激光器同时启动,观察示波器上显示的皮秒-纳秒激光脉冲序列与设定是否相同。
19、可选地,所述判断示波器上显示皮秒激光脉冲和纳秒激光脉冲的脉冲序列与预设脉冲序列是否相同,并根据判断结果,选择是否移动两个工作台包括:
20、若示波器上显示皮秒激光脉冲和纳秒激光脉冲的脉冲序列与设定相同,则控制皮秒激光器和纳秒激光器停止出光,移动两个工作台,使得两个工分别位于各自的加工位置;调整多光束动态调制器,控制输出合适的皮秒-纳秒激光脉冲序列,打开两个光学快门,调整光束能量调整系统中的分束镜,控制皮秒激光器与纳秒激光器输出适当的激光脉冲能量配比,打开两个集尘装置,分别对不同位置处的工件进行皮秒-纳秒激光脉冲加工;
21、若不相同,则断开多光束动态调制器与皮秒激光器和纳秒激光器的连接,控制皮秒激光器和纳秒激光器停止出光,重置多光束动态调制器的脉冲延迟参数,重复上述步骤s4,直至示波器上显示的皮秒-纳秒激光脉冲序列与设定相同。
22、与现有技术相比,本发明结合了皮秒激光的高质量加工和纳秒激光的高效率加工的优点,同时克服了皮秒激光的低效率加工和纳秒激光的低质量加工的缺点,充分利用皮秒、纳秒激光各自的特点,针对不同材料的不同物理性质,通过调控多光束动态调制器对皮秒激光和纳秒激光的脉冲能量比例和延迟时间调制,最终实现不同材料的高质高精的加工。
23、本发明还提供一种纳皮秒激光并行多光束加工系统,采用如上所述的纳皮秒激光并行多光束加工方法,包括多光束动态调制器、皮秒激光器、皮秒激光偏振调整系统、皮秒激光反射镜组、纳秒激光器、纳秒激光偏振调整系统、偏振合光镜、第一光束能量调整系统、第二光束能量调整系统、第一多光束并行加工装置和第二多光束并行加工装置,所述皮秒激光器和所述纳秒激光器分别与所述多光束动态调制器电连接;所述皮秒激光器、所述皮秒激光偏振调整系统和所述皮秒激光反射镜组沿所述皮秒激光器输出的皮秒激光脉冲光束方向排列设置,所述皮秒激光反射镜组与所述偏振合光镜相对设置;所述纳秒激光器、所述纳秒激光偏振调整系统和所述偏振合光镜沿所述纳秒激光器输出的纳秒激光脉冲光束方向排列设置;所述第一光束能量调整系统、所述第二光束能量调整系统分别与所述偏振合光镜沿所述偏振合光镜输出的综合激光光束方向排列设置,所述第一多光束并行加工装置和所述第二多光束并行加工装置分别对应设置于所述第一光束能量调整系统和所述第二光束能量调整系统的一侧,所述第一多光束并行加工装置和所述第二多光束并行加工装置分别对应安装第一工件和第二工件。
24、由此,由于纳皮秒激光并行多光束加工系统采用如上所述的纳皮秒激光并行多光束加工方法,故纳皮秒激光并行多光束加工系统至少具有纳皮秒激光并行多光束加工方法的全部技术效果,在此不再赘述。
25、可选地,所述第一光束能量调整系统包括第一全反射镜组、第一可见光透射激光反射镜、第一非偏振白光分束镜和第一分束镜,所述第一全反射镜组、第一可见光透射激光反射镜、第一非偏振白光分束镜和第一分束镜分别沿所述偏振合光镜出射的总激光脉冲方向排列设置。
技术特征:
1.一种纳皮秒激光并行多光束加工方法,应用于纳皮秒激光并行多光束加工系统,其特征在于:所述纳皮秒激光并行多光束加工系统包括皮秒激光器(2)、皮秒激光光路空间整形系统(5)、皮秒激光偏振调整系统(6)、纳秒激光器(4)、纳秒激光光路整形系统(8)、纳秒激光偏振调整系统(9)、两个光学快门、两个聚焦观测系统、光束能量调整系统、多光束动态调制器(1)、高速光电探测器(15)、示波器(16)和两个工作台,所述纳皮秒激光并行多光束加工方法包括如下步骤:
2.根据权利要求1所述的纳皮秒激光并行多光束加工方法,其特征在于:
3.根据权利要求1所述的纳皮秒激光并行多光束加工方法,其特征在于:
4.根据权利要求3所述的纳皮秒激光并行多光束加工方法,其特征在于:
5.根据权利要求1所述的纳皮秒激光并行多光束加工方法,其特征在于:所述控制光束能量调整系统的空间角度,以将纳秒激光垂直聚焦到两个工件的表面包括:
6.根据权利要求5所述的纳皮秒激光并行多光束加工方法,其特征在于:所述控制光束能量调整系统的空间角度,以将纳秒激光垂直聚焦到两个工件的表面还包括:
7.根据权利要求5所述的纳皮秒激光并行多光束加工方法,其特征在于:所述控制皮秒激光器(2)和纳秒激光器(4)同时启动,以观察示波器(16)上显示的皮秒-纳秒激光脉冲序列与设定是否相同包括;
8.根据权利要求1所述的纳皮秒激光并行多光束加工方法,其特征在于:
9.一种纳皮秒激光并行多光束加工系统,采用如权利要求1至8任一项所述的纳皮秒激光并行多光束加工方法,其特征在于,包括多光束动态调制器(1)、皮秒激光器(2)、皮秒激光偏振调整系统(6)、皮秒激光反射镜组(7)、纳秒激光器(4)、纳秒激光偏振调整系统(9)、偏振合光镜(10)、第一光束能量调整系统(11)、第二光束能量调整系统(19)、第一多光束并行加工装置(14)和第二多光束并行加工装置(22),所述皮秒激光器(2)和所述纳秒激光器(4)分别与所述多光束动态调制器(1)电连接;所述皮秒激光器(2)、所述皮秒激光偏振调整系统(6)和所述皮秒激光反射镜组(7)沿所述皮秒激光器(2)输出的皮秒激光脉冲光束方向排列设置,所述皮秒激光反射镜组与所述偏振合光镜相对设置;所述纳秒激光器(4)、所述纳秒激光偏振调整系统(9)和所述偏振合光镜(10)沿所述纳秒激光器(4)输出的纳秒激光脉冲光束方向排列设置;所述第一光束能量调整系统(11)、所述第二光束能量调整系统(19)分别与所述偏振合光镜沿所述偏振合光镜(10)输出的综合激光光束方向排列设置,所述第一多光束并行加工装置(14)和所述第二多光束并行加工装置(22)分别对应设置于所述第一光束能量调整系统(11)和所述第二光束能量调整系统(19)的一侧,所述第一多光束并行加工装置(14)和所述第二多光束并行加工装置(22)分别对应安装第一工件(1401)和第二工件(2201)。
10.根据权利要求9所述的纳皮秒激光并行多光束加工系统,其特征在于:所述第一光束能量调整系统(11)包括第一全反射镜组(1101)、第一可见光透射激光反射镜(1102)、第一非偏振白光分束镜(1103)和第一分束镜(1104),所述第一全反射镜组(1101)、第一可见光透射激光反射镜(1102)、第一非偏振白光分束镜(1103)和第一分束镜(1104)分别沿所述偏振合光镜出射的总激光脉冲方向排列设置。
技术总结
本发明提供了一种纳皮秒激光并行多光束加工方法及加工系统,该纳皮秒激光并行多光束加工方法包括如下步骤:打开纳皮秒激光并行多光束加工系统中的各装置;控制光束能量调整系统的空间角度,以将皮秒激光垂直聚焦到两个工件;控制光束能量调整系统的空间角度,以将纳秒激光垂直聚焦到两个工件;控制皮秒激光器和纳秒激光器同时启动,以观察示波器上显示的皮秒‑纳秒激光脉冲序列与设定是否相同;判断示波器上显示皮秒激光脉冲和纳秒激光脉冲的脉冲序列与预设脉冲序列是否相同,并根据判断结果,选择是否移动两个工作台;本发明通过调控多光束动态调制器对皮秒激光和纳秒激光的脉冲能量比例和延迟时间调制,最终实现不同材料的高质高精的加工。
技术研发人员:杨立军,李靖怡,周赫,丁烨
受保护的技术使用者:哈尔滨工业大学(深圳)(哈尔滨工业大学深圳科技创新研究院)
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!