一种BSB焊接机双工位快速上下料结构的制作方法
本技术属于上下料结构,尤其是一种bsb焊接机双工位快速上下料结构。
背景技术:
1、现有bsb上下料机构,为龙门结构,结构大,运行速度慢,上下料机器人无法不间断上下料,影响生产速度。
技术实现思路
1、为解决现有技术中存在的上下料机器人无法不间断上下料、影响生产速度的技术问题,提供一种bsb焊接机双工位快速上下料结构,包括:设有第一焊接工位、第二焊接工位和搬运机器人,所述第一焊接工和所述第二焊接工位各自独立工作,所述搬运机器人位于所述第一焊接工位和所述第二焊接工位中间;还设有输送线定位组件,所述输送线定位组件用于对待焊接物进行定位,并将完成定位的所述待焊接物搬运至待焊接工位,所述搬运机器人将待焊接物被搬运到所述输送线定位组件,由所述输送线定位组件输送至焊接工位,阻挡初定位后,检测机构发信号,所述下压模块向下运动,带动焊接防护部下压,所述焊接防护部与下压模块之间通过弹性部件连接,所述焊接防护部的底面与待焊接物的表面在弹力的作用下,柔性接触,贴合压平,所述焊接防护部上设有通孔,目标激光束可通过所述通孔到达待焊接物的表面。
2、可选的,所述第一焊接工位和所述第二焊接工位中均设有输送模块、下压模块和焊接模块。
3、可选的,输送模块中设有直线导轨安装座、直线导轨、第一定位底板、定位底座、模组和电机。
4、可选的,焊接防护部为铜嘴,所述铜嘴在下压底面受外力时,会向上移动一定的距离。
5、可选的,在外力消除后,铜嘴下降到最低点。
6、可选的,输送线定位组件中设有第二定位底座、第二定位底板、第一定位模块、第二定位模块和平移模块;
7、所述平移模块与驱动模块连接,在所述驱动模块的作用下,所述平移模块带动所述第一定位模块和所述第二定位模块移动,所述第一定位模块和所述第二定位模块均用于夹持待焊接产品;
8、所述第一定位模块位于后侧,所述第二定位模块位于前侧,在所述平移模块作用下,所述第二定位模块先达到待焊接工位,所述第一定位模块后达到待焊接工位。
9、可选的,设有下压模块,所述下压模块用于压紧待焊接物,防止在焊接模块焊接所述待焊接物时,边缘翘起;下压模块中设有导轨垫板、安装板、下压气缸、安装基板、铜嘴升降板和升降直线导轨;所述安装基板安装有所述导轨垫板,所述导轨垫板用于安装升降直线导轨,所述升降直线导轨上设有铜嘴升降板,所述铜嘴升降板能够在所述下压气缸的作用下,沿所述升降直线导轨上下移动,与所述铜嘴升降板连接的所述安装板也随之上下移动;当待焊接物移动到焊接工位时,所述安装板向靠近所述待焊接物的方向移动。
10、可选的,安装板还设有铜嘴安装板和铜嘴,当待焊接物移动到焊接工位时,所述铜嘴向靠近所述待焊接物的方向移动,当移动到目标位置后,第一焊接工位或第二焊接工位发出激光束,所述激光束穿过所述铜嘴到达待焊接物。
11、可选的,铜嘴安装板和铜嘴之间设有矩形弹簧。
12、可选的,导轨垫板和升降直线导轨的数量为一个或多个。
13、一种上下料方法,可通过上述所述的bsb焊接机双工位快速上下料结构执行上下料方法的步骤。
14、一种上下料方法,包括:
15、步骤s10,在待焊接物被搬运机器人搬运到输送线定位组件后,由所述输送线定位组件将初始位置的待焊接物搬运至焊接位置;
16、步骤s20,阻挡初定位后,通过检测机构发出待焊接物已来料的信号,通过下压模块向下运动,此时铜嘴下压,所述铜嘴的底面与被焊接物的平面在弹簧力的作用下,柔性接触,贴合压平;
17、步骤s30,焊接模块沿三轴运动定位到焊接位置,测距仪测距后,输入参数;所述焊接模块开始焊接;
18、步骤s40,当前的待焊接物完成焊接后,返回执行以下步骤:在待焊接物被搬运机器人搬运到输送线定位组件后,由所述输送线定位组件将初始位置的待焊接物搬运至焊接位置。
19、可选的,包括:搬运机器人轮流将待焊接物搬运至不同的焊接工位,所述焊接工位包括第一焊接工位和第二焊接工位。
20、本实用新型的有益效果:把以往的龙门架结构,通过优化设计结构,整合为两个独立的可以不间断上下料的输送模块。并且降低了结构高度,开阔了视野,实现了独立的双工位上下料,且各个上下料工位可以实现无间断送料,定位可靠;易调平,效果较好。方便安装和调试。易于操作,提高了效率和可靠性,本模块是一种优化了的快速上下料模块,在结构上是一个很大的进步。
技术特征:
1.一种bsb焊接机双工位快速上下料结构,其特征在于,设有第一焊接工位(1)、第二焊接工位(2)和搬运机器人(3),所述第一焊接工位(1)和所述第二焊接工位(2)各自独立工作,所述搬运机器人(3)位于所述第一焊接工位(1)和所述第二焊接工位(2)中间;还设有输送线定位组件(7),所述输送线定位组件(7)用于对待焊接物进行定位,并将完成定位的所述待焊接物搬运至待焊接工位,所述搬运机器人(3)将待焊接物被搬运到所述输送线定位组件(7),由所述输送线定位组件(7)输送至焊接工位。
2.根据权利要求1所述的bsb焊接机双工位快速上下料结构,其特征在于,所述第一焊接工位(1)和所述第二焊接工位(2)中均设有输送模块(4)、下压模块(5)和焊接模块(6)。
3.根据权利要求1所述的bsb焊接机双工位快速上下料结构,其特征在于,输送模块(4)中设有直线导轨安装座、直线导轨、第一定位底板、第一定位底座、模组和电机。
4.根据权利要求1所述的bsb焊接机双工位快速上下料结构,其特征在于,焊接防护部为铜嘴,所述铜嘴在下压底面受外力时,会向上移动一定的距离。
5.根据权利要求4所述的bsb焊接机双工位快速上下料结构,其特征在于,在外力消除后,铜嘴下降到最低点。
6.根据权利要求1所述的bsb焊接机双工位快速上下料结构,其特征在于,输送线定位组件(7)中设有第二定位底座(7-1)、第二定位底板(7-2)、第一定位模块(7-3)、第二定位模块(7-4)和平移模块(7-5);
7.根据权利要求1所述的bsb焊接机双工位快速上下料结构,其特征在于,设有下压模块(5),所述下压模块(5)用于压紧待焊接物(10),防止在焊接模块(6)焊接所述待焊接物(10)时,边缘翘起;
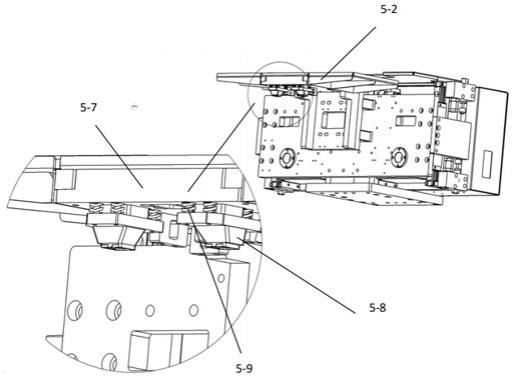
8.根据权利要求7所述的bsb焊接机双工位快速上下料结构,其特征在于,安装板(5-2)还设有铜嘴安装板(5-7)和铜嘴(5-8),当待焊接物移动到焊接工位时,所述铜嘴(5-8)向靠近所述待焊接物的方向移动,当移动到目标位置后,第一焊接工位(1)或第二焊接工位(2)发出激光束,所述激光束穿过所述铜嘴(5-8)到达待焊接物。
9.根据权利要求8所述的bsb焊接机双工位快速上下料结构,其特征在于,铜嘴安装板(5-7)和铜嘴(5-8)之间设有矩形弹簧(5-9)。
技术总结
本技术提供一种BSB焊接机双工位快速上下料结构,属于上下料结构技术领域,包括:设有第一焊接工位、第二焊接工位和搬运机器人,所述第一焊接工和所述第二焊接工位各自独立工作,所述搬运机器人位于所述第一焊接工位和所述第二焊接工位中间;还设有输送线定位组件,所述输送线定位组件用于对待焊接物进行定位,并将完成定位的所述待焊接物搬运至待焊接工位,本技术易调平,效果较好,方便安装和调试。
技术研发人员:陈斌,闫战峰,秦磊,牛增强,韩金龙
受保护的技术使用者:深圳市联赢激光股份有限公司
技术研发日:20230103
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!