一种输送机机架零部件焊接工装的制作方法
本技术涉及输送机制备领域,尤其涉及一种输送机机架零部件焊接工装。
背景技术:
1、输送机是在一定的线路上连续输送物料的物料搬运机械,在输送机过程中可进行水平、倾斜和垂直输送,也可组成空间输送线路,输送线路一般是固定的;输送机输送能力大,运距长,还可在输送过程中同时完成若干工艺操作,所以应用十分广泛。但是当链板输送机长度较长时,一般会将链板输送机分为头架、尾架和中间架等部分;中间架用来连接头架和尾架,作为链板的导向和支撑部件,同时承受着中间部分的链板重量和输送物体的重量,是链板输送机的主要承载部件。
2、当前链板输送机的机架一般为拼焊件,其横梁为加工件,横梁两端需要焊接各个连接的零部件,存在制作困难、笨重、成本高、周期长、不美观、尺寸公差和直线度平面度等不足之处。
3、现有技术cn201821752370.0公开了一种输送机机架钣金件焊接治具,涉及输送机机架焊接设备,其包括夹具体,所述夹具体上固定设置有定位座,所述定位座上形成有第一定位面,所述第一定位面与焊接基板下侧水平板的下侧面抵紧,所述定位座固定设置有定位板,所述定位板靠近焊接基板竖直板的一侧竖直形成有第二定位面,所述第二定位面与焊接基板竖直板的一侧面抵紧,所述夹具体上还设置有用于将焊接基板压紧在第一定位面上的第一压紧部件。该实用新型虽然能够对输送机机架的基板进行定位焊接,但仍存在一下问题:
4、1)、该焊接治具只能够对基板进行定位,而输送机机架两端的零部件焊接仍需要人工手动定位焊接,而机架的焊接,由于精度要求高,按照普通的焊接方法,先将各部件焊接完成后再进行组合焊接,焊接变形较大,难以保证焊接精度,影响产品质量。
5、2)、该焊接治具的工作台较长,占地面积较大,在不使用时仍需要较大空间放置,阻碍生产,使用时搬运难度较大,影响工作效率。
6、3)、现有焊接均把机架搬运到焊接工装上,但是输送机的机架重量较重,搬运麻烦,极大的增加了工作难度。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种输送机机架零部件焊接工装,通过采用四个独立的定位工装相互配合对机架进行夹装,无需对输送机机架进行搬运,降低工作强度,并在定位工装上设置定位件来对需要焊接的零部件进行装夹固定,以便于零部件的定位焊接,提高生产效率。
2、本实用新型解决其技术问题所采用的技术方案是:
3、提供一种输送机机架零部件焊接工装,包括:四个独立设置的定位工装;所述定位工装分别设置在输送机机架的四角位置,且所述定位工装相互平行设置;
4、所述定位工装包括:底座限位板、立柱、定位件、水平限位板;所述立柱设置在底座限位板上,所述底座限位板的一侧与机架下端抵接,所述立柱一侧设有水平限位板,且所述水平限位板与机架的端面抵接;所述立柱上对应机架的零部件焊接位置设有定位件。
5、需要说明的是,通过底座限位板来使焊接工装能够对输送机机架的侧面进行定位,确定焊接工装与机架侧板的距离,并通过水平限位板来与机架的端面抵接,从而确定焊接工装与机架端面的距离,因此,通过底座限位板和水平限位板的配合来准确定位零部件的焊接位置。
6、优选地,所述立柱为空心方型柱。
7、需要说明的是,通过采用空心方型柱作为立柱,减小焊接工装的整体重量,以便于使用时的搬用,降低工作强度,提高工作效率。
8、优选地,所述水平限位板设置在立柱靠近机架的一侧,所述水平限位板包括抵接板和贴合板,所述贴合板固定在立柱靠近机架的一侧上,且能够与机架侧面贴紧,所述抵接板设置在贴合板的一端并与机架端面抵接。
9、需要说明的是,通过采用抵接板和贴合板组成的水平限位板,利用贴合板与机架的侧面贴合,从而保证焊接工装的稳定性。
10、优选地,所述定位件上设有定位孔,所述零部件通过销轴与定位孔配合固定在定位件上。
11、需要说明的是,通过在定位件设置定位孔来对零部件进行快速拆装,提高工作效率。
12、优选地,所述定位件上设有垫块,且所述垫块位于在定位件与零部件之间。
13、需要说明的是,通过在定位件上设置垫块,来减小使用时零部件对定位件的磨损,从而提高焊接工装的使用寿命。
14、本实用新型的有益效果:
15、本实用新型提供的一种输送机机架零部件焊接工装,通过采用四个独立的定位工装相互配合对机架进行夹装,无需对输送机机架进行搬运,降低工作强度,并在定位工装上设置定位件来对需要焊接的零部件进行装夹固定,以便于零部件的定位焊接,提高生产效率。
技术特征:
1.一种输送机机架零部件焊接工装,包括:四个独立设置的定位工装(2);所述定位工装(2)分别设置在输送机机架(1)的四角位置,且所述定位工装(2)相互平行设置;其特征在于:
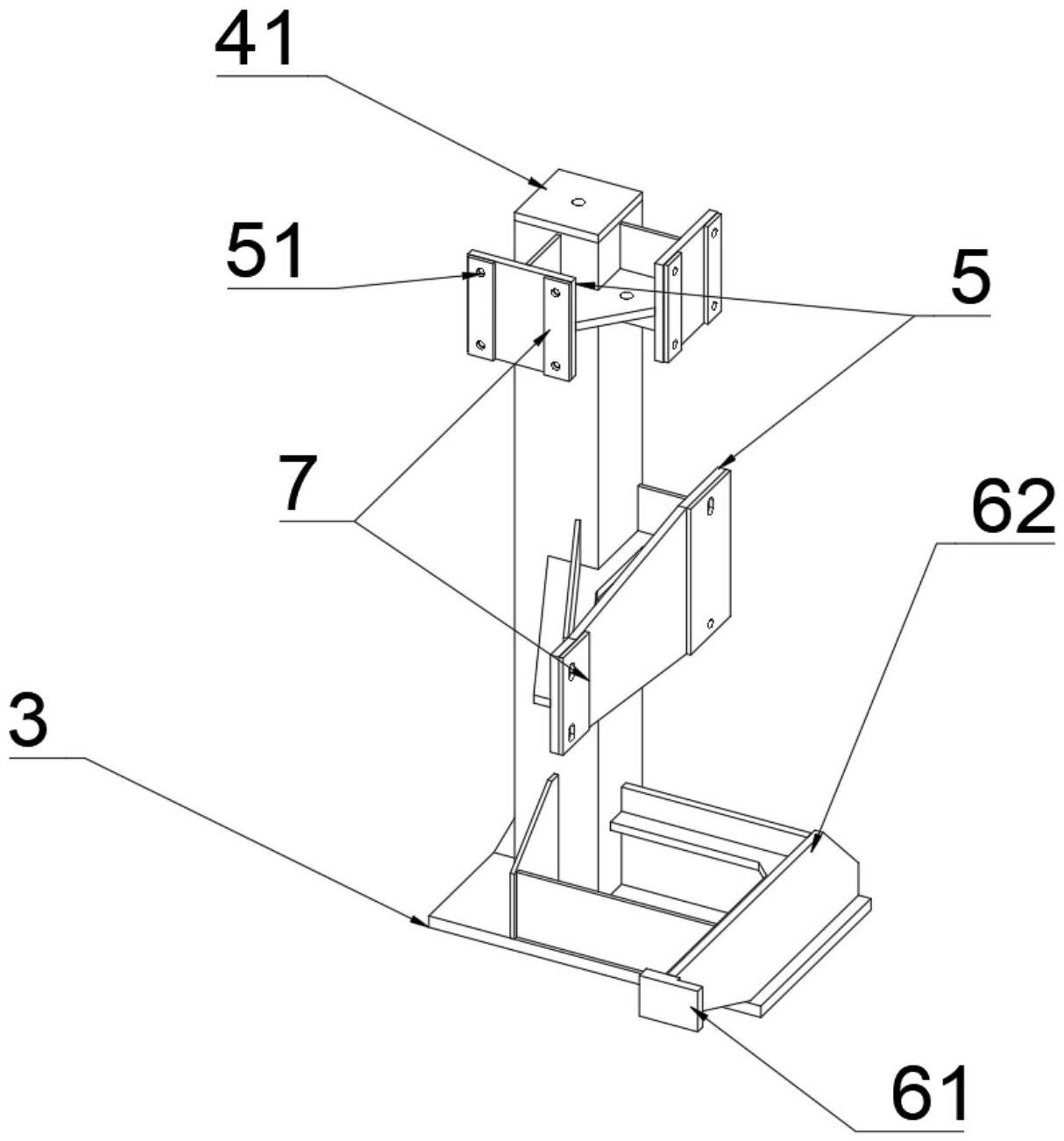
2.如权利要求1所述的一种输送机机架零部件焊接工装,其特征在于:所述立柱(4)为空心方型柱(41)。
3.如权利要求1所述的一种输送机机架零部件焊接工装,其特征在于:所述水平限位板(6)设置在立柱(4)靠近机架(1)的一侧,所述水平限位板(6)包括抵接板(61)和贴合板(62),所述贴合板(62)固定在立柱(4)靠近机架(1)的一侧上,且能够与机架(1)侧面贴紧,所述抵接板(61)设置在贴合板(62)的一端并与机架(1)端面抵接。
4.如权利要求1所述的一种输送机机架零部件焊接工装,其特征在于:所述定位件(5)上设有定位孔(51),所述零部件(11)通过销轴与定位孔(51)配合固定在定位件(5)上。
5.如权利要求1所述的一种输送机机架零部件焊接工装,其特征在于:所述定位件(5)上设有垫块(7),且所述垫块(7)位于在定位件(5)与零部件(11)之间。
技术总结
本技术提供了一种输送机机架零部件焊接工装,包括:四个独立设置的定位工装;所述定位工装分别设置在输送机机架的四角位置,且所述定位工装相互平行设置;所述定位工装包括:底座限位板、立柱、定位件、水平限位板;所述立柱设置在底座限位板上,所述底座限位板的一侧与机架下端抵接,所述立柱一侧设有水平限位板,且所述水平限位板与机架的端面抵接;所述立柱上对应机架的零部件焊接位置设有定位件。本技术通过采用四个独立的定位工装相互配合对机架进行夹装,无需对输送机机架进行搬运,降低工作强度,并在定位工装上设置定位件来对需要焊接的零部件进行装夹固定,以便于零部件的定位焊接,提高生产效率。
技术研发人员:胡叶辉,谢勇,易殊,喻平
受保护的技术使用者:长沙瑞捷机械科技股份有限公司
技术研发日:20230103
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!