一种电池模组焊接压紧工装的制作方法
本技术涉及电池模组焊接,尤其涉及一种电池模组焊接压紧工装。
背景技术:
1、经检索,公告号为cn215034328u的专利所提出的一种电池模组焊接压紧工装虽然解决了在实现汇流排与极柱的焊接时,往往是在汇流排放置到极柱上后,通过一套系统的定位压紧辅助焊接装置将汇流排定位压紧在极柱上,然后进行焊接,但是这种定位压紧辅助焊接装置结构复杂,配套零部件较多,而且针对不同的电池模组,其压紧部件的结构也不相同,使用成本较高的问题,但是还存在如下问题:
2、1、该工装在使用时,通过压板将汇流排压住电池上进行焊接时,由于电池箱尺寸固定定,若放置不同的电池模组的话,电池模组在电池箱内或由空隙,在焊接时空隙会导致电池模组中的电池之间发生晃动,影响焊接的精度以及稳定性。
3、针对上述问题,本申请文件提出了一种电池模组焊接压紧工装。
技术实现思路
1、本实用新型提供了一种电池模组焊接压紧工装,解决了现有技术中存在在焊接时空隙会导致电池模组中的电池之间发生晃动,影响焊接的精度以及稳定性的缺点。
2、本申请提供了如下技术方案:
3、一种电池模组焊接压紧工装,包括:
4、底板,所述底板的顶部对称安装有两组固定板,两组所述固定板之间对称设置有两组夹板,所述底板的顶部放置有电池,所述电池位于两组固定板与两组夹板之间;
5、两组连接板,两组连接板分别固定连接于两组夹板相反的一侧,所述底板的两侧均对称安装有两组滑动杆,两组所述滑动杆贯穿连接板并与连接板滑动插接,所述底板内转动安装有双向螺纹杆,所述双向螺纹杆位于两组滑动杆的正下方,所述双向螺纹杆的两端分别贯穿两组连接板并与两组连接板螺纹连接,所述双向螺纹杆的两端与每组滑动杆的一端均固定连接有限位板。
6、在一种可能的设计中,所述底板的底部固定连接有支撑框,所述支撑框内固定安装有电机,所述电机输出轴的一端通过联轴器固定连接有主动齿轮。
7、在一种可能的设计中,所述底板的顶部开设有容纳槽,所述容纳槽内设置有从动齿轮,所述从动齿轮与主动齿轮啮合。
8、在一种可能的设计中,所述主动齿轮固定安装于双向螺纹杆中心位置的外壁上。
9、在一种可能的设计中,所述电池的顶部放置有用于与电池的电极进行焊接的汇流排,所述汇流排顶部放置有压板。
10、在一种可能的设计中,两组所述固定板的顶部均固定安装有多组定位柱,所述定位柱的一端贯穿压板并与压板滑动插接。
11、应当理解的是,以上的一般描述和后文的细节描述仅是示例性的,并不能限制本申请。
12、本实用新型中通过控制电机通过主动齿轮与从动齿轮啮合,从动齿轮带动双向螺纹杆进行转动,双向螺纹杆带动两组连接板沿着滑动杆相互靠近,两组连接板带动两组夹板将电池夹紧,可使电池在进行焊接时,具有良好的稳定性,并使焊接精度提高。
13、本实用新型中,通过电机驱动主动齿轮与从动齿轮啮合,并带动双向螺纹杆与连接板螺纹连接使两组夹板相互靠近,然后将电池夹紧,保证电池焊接时的稳定性,提高焊接精度,避免了在焊接时空隙会导致电池模组中的电池之间发生晃动,影响焊接的精度以及稳定性的问题。
技术特征:
1.一种电池模组焊接压紧工装,其特征在于,包括:
2.根据权利要求1所述的一种电池模组焊接压紧工装,其特征在于:所述底板(1)的底部固定连接有支撑框(2),所述支撑框(2)内固定安装有电机(9),所述电机(9)输出轴的一端通过联轴器固定连接有主动齿轮(10)。
3.根据权利要求1-2中任意一项所述的一种电池模组焊接压紧工装,其特征在于:所述底板(1)的顶部开设有容纳槽(11),所述容纳槽(11)内设置有从动齿轮(12),所述从动齿轮(12)与主动齿轮(10)啮合。
4.根据权利要求3所述的一种电池模组焊接压紧工装,其特征在于:所述主动齿轮(10)固定安装于双向螺纹杆(7)中心位置的外壁上。
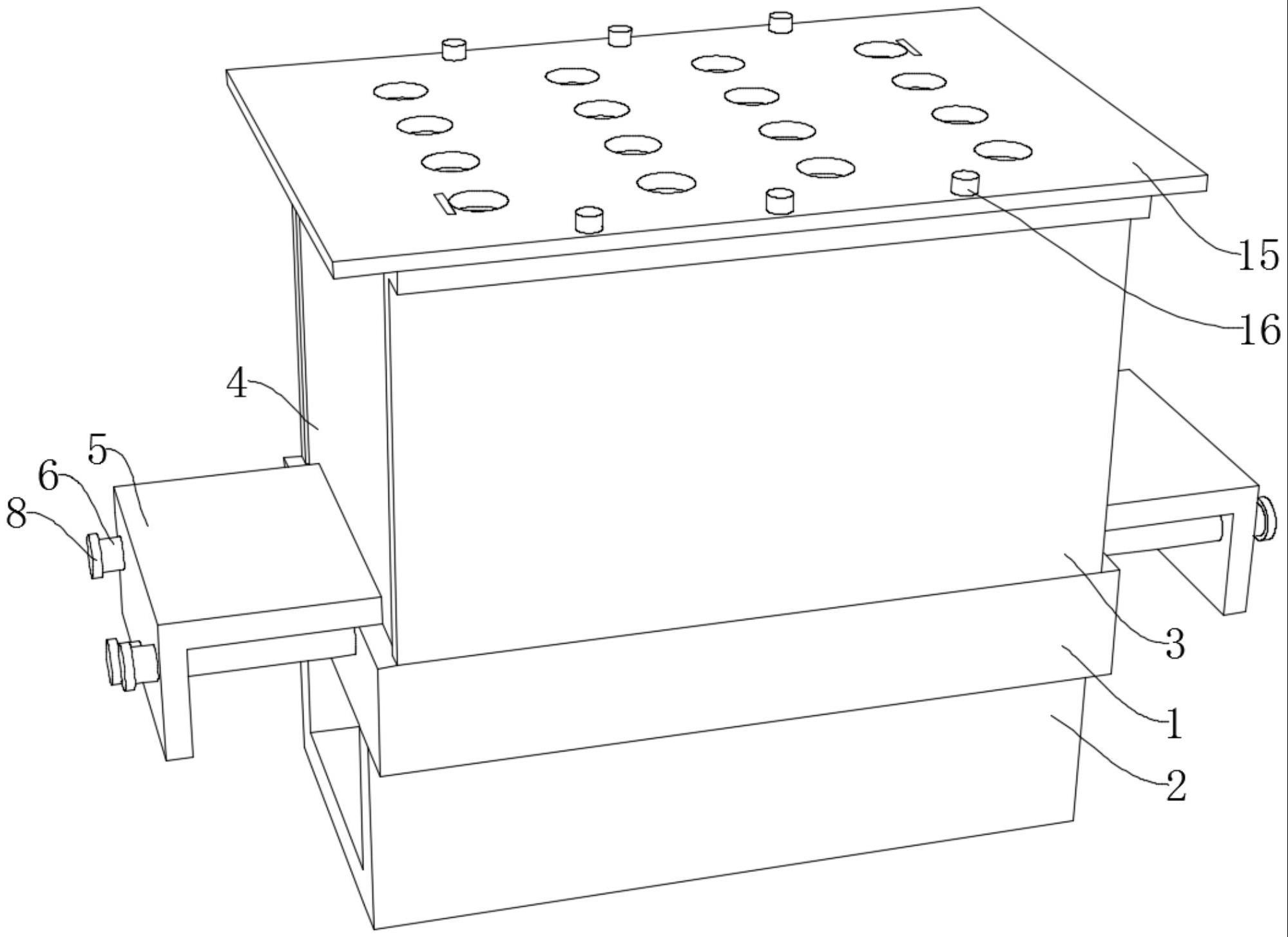
5.根据权利要求1所述的一种电池模组焊接压紧工装,其特征在于:所述电池(13)的顶部放置有用于与电池(13)的电极进行焊接的汇流排(14),所述汇流排(14)顶部放置有压板(15)。
6.根据权利要求5所述的一种电池模组焊接压紧工装,其特征在于:两组所述固定板(3)的顶部均固定安装有多组定位柱(16),所述定位柱(16)的一端贯穿压板(15)并与压板(15)滑动插接。
技术总结
本技术属于电池模组焊接领域,尤其是一种电池模组焊接压紧工装,针对现有的在焊接时空隙会导致电池模组中的电池之间发生晃动,影响焊接的精度以及稳定性的问题,现提出如下方案,其包括底板,所述底板的顶部对称安装有两组固定板,两组所述固定板之间对称设置有两组夹板,所述底板的顶部放置有电池,所述电池位于两组固定板与两组夹板之间,本技术中,通过电机驱动主动齿轮与从动齿轮啮合,并带动双向螺纹杆与连接板螺纹连接使两组夹板相互靠近,然后将电池夹紧,保证电池焊接时的稳定性,提高焊接精度,避免了在焊接时空隙会导致电池模组中的电池之间发生晃动,影响焊接的精度以及稳定性的问题。
技术研发人员:孙峰,刘西峰
受保护的技术使用者:九易(广州)新能源科技有限公司
技术研发日:20230106
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!