一种发动机机油加油管管端间歇螺纹模具的制作方法
本技术涉及发动机加油管加工,特别涉及一种发动机机油加油管管端间歇螺纹模具。
背景技术:
1、发动机机油加油管是发动机润滑系统的重要组成部分。机油加油管润滑油加注端具有螺纹结构,该螺纹结构用于安装加油管端盖;并加装机油管塞防止灰尘等杂质进入污染润滑油。传统的机油加油管端部螺纹结构一般采用机械加工,然后通过焊接与机油加油管管体连接,此方法不仅生产工序繁多且生产成本高,焊接处还容易产生泄漏,造成安全隐患。
技术实现思路
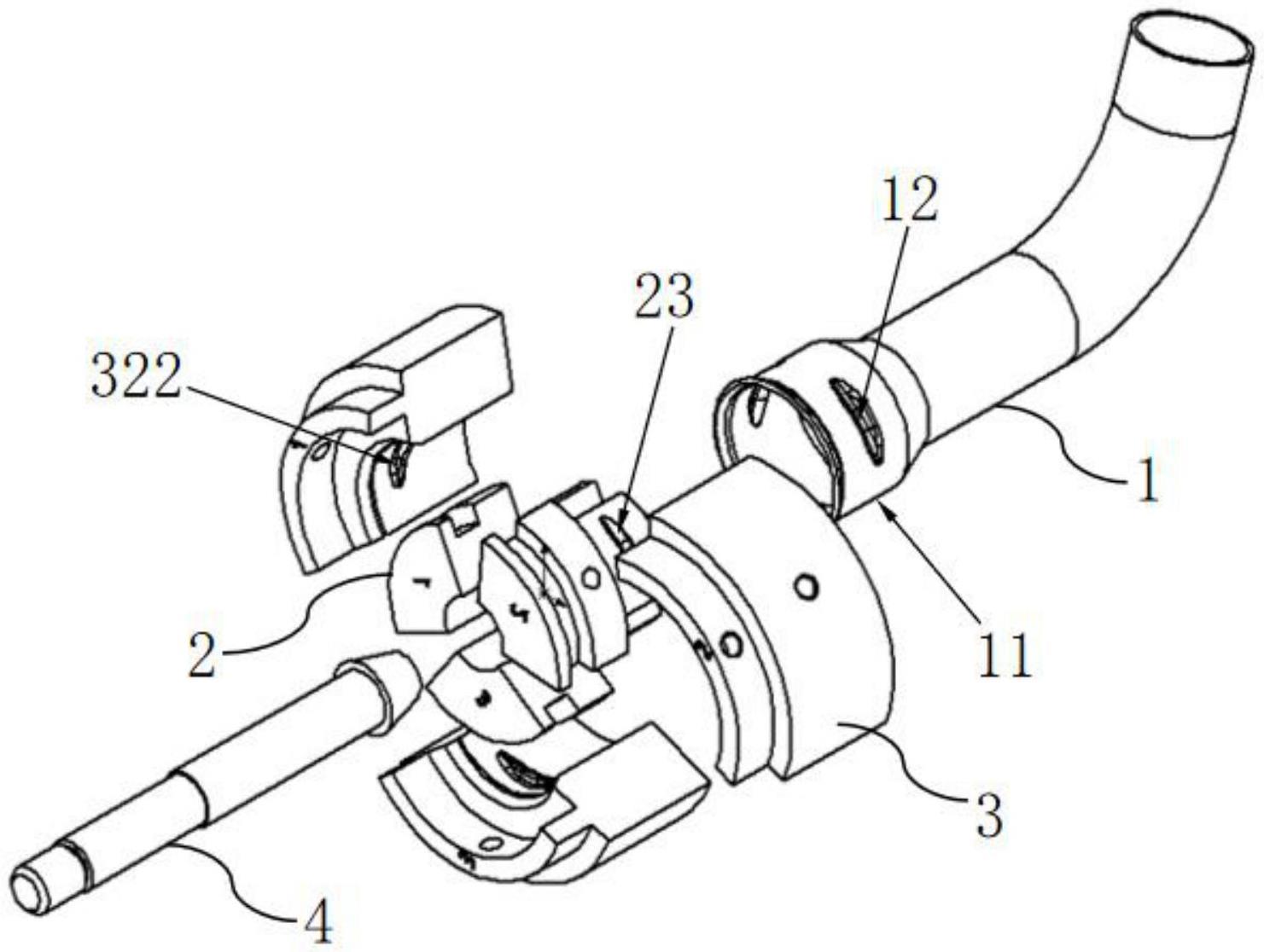
1、为克服现有技术的不足,本实用新型提供一种发动机机油加油管管端间歇螺纹模具。一种发动机机油加油管管端间歇螺纹模具,用于加工制作加油管管端的间歇螺纹结构,所述间歇螺纹模具包括模芯、夹模和撑芯,其中:
2、所述模芯与夹模均为圆周三等分结构,合模时所述模芯的外壁和所述夹模的内壁,分别与所述加油管管端的内壁和外壁完全贴合,保证加油管管端的稳固夹持;
3、所述模芯外壁上以及所述夹模的内壁上分别设有与所述加油管管端的间歇螺纹相对应的间歇螺纹凹槽和间歇螺纹凸筋,且所述间歇螺纹凹槽与间歇螺纹突筋的位置、形状和尺寸相匹配,用于加油管管端间歇螺纹结构的压制成型;
4、所述模芯中心设有内孔,所述内孔的前端设置成锥面;所述撑芯位于所述模芯的内孔中,其前端设计有圆台状头部,该圆台状头部的锥面角度与所述模芯的内孔前端的锥面相同,用于控制所述模芯的开合。
5、根据本实用新型,所述模芯的外侧设置有凸台,所述凸台的外壁上设置有对位孔位。
6、根据本实用新型,所述夹模合模时组成完整圆周模具,包括一个内圆结构和一个外径较大的外圆结构,所述内圆结构和外圆结构接触端的内侧形成一个台阶,所述台阶与模芯的凸台的尺寸相匹配,用于模芯与夹模的限位安装。
7、进一步地,所述外圆结构的中心设有内孔,内孔的形状和尺寸与加油管管端结构相匹配。
8、进一步地,所述内圆结构的圆环端面上设置有标记。
9、更进一步地,所述模芯的端面设置有标记,与所述夹模的标记相对应,可防止对应组件安装错误。
10、进一步地,所述内圆结构和外圆结构分别设置有对位孔位和非对称安装孔位,其中所述对位孔位与模芯的对位孔位相对应,可防止位置安装错误;所述非对称安装孔位可进一步防止组件安装错误。
11、根据本实用新型,所述撑芯的尾端为螺纹端,通过所述螺纹端与油缸连接,用于控制撑芯的前进和后退。
12、与现有技术相比,本实用新型具有以下有益效果:
13、(1)通过本实用新型间歇螺纹模具可以一次成型加油管管端的间歇螺纹,减少生产工序和成本,提高生产效率;
14、(2)采取一体扣压成型技术代替原来的焊接技术,避免因焊接导致的断裂和失效;
15、(3)模具各部件安装方法简单,模芯与夹模组件采取圆周三等分的设计,便于装卸以及故障时模具组件的更换。
技术特征:
1.一种发动机机油加油管管端间歇螺纹模具,用于加工制作加油管管端的间歇螺纹结构,其特征在于,包括模芯、夹模和撑芯,其中:
2.根据权利要求1所述的间歇螺纹模具,其特征在于,所述模芯的外侧设置有凸台,所述凸台的外壁上设置有对位孔位。
3.根据权利要求1所述的间歇螺纹模具,其特征在于,所述夹模合模时组成完整圆周模具,包括一个内圆结构和一个外径较大的外圆结构,所述内圆结构和外圆结构接触端的内侧形成一个台阶,所述台阶与模芯的凸台的尺寸相匹配,用于模芯与夹模的限位安装。
4.根据权利要求3所述的间歇螺纹模具,其特征在于,所述外圆结构的中心设有内孔,内孔的形状和尺寸与加油管管端结构相匹配。
5.根据权利要求3所述的间歇螺纹模具,其特征在于,所述内圆结构的圆环端面上设置有标记。
6.根据权利要求5所述的间歇螺纹模具,其特征在于,所述模芯的端面设置有标记,与所述夹模的标记相对应,可防止对应组件安装错误。
7.根据权利要求3所述的间歇螺纹模具,其特征在于,所述内圆结构和外圆结构分别设置有对位孔位和非对称安装孔位,其中所述对位孔位与模芯的对位孔位相对应,可防止位置安装错误;所述非对称安装孔位可进一步防止组件安装错误。
8.根据权利要求1所述的间歇螺纹模具,其特征在于,所述撑芯的尾端为螺纹端,通过所述螺纹端与油缸连接,用于控制撑芯的前进和后退。
技术总结
本技术涉及一种发动机机油加油管管端间歇螺纹模具,用于加工制作加油管管端的间歇螺纹结构,包括模芯、夹模和撑芯,其中:所述模芯与夹模均为圆周三等分结构,所述模芯外壁上以及所述夹模的内壁上分别设有与所述加油管管端的间歇螺纹相对应的间歇螺纹凹槽和间歇螺纹凸筋,且所述间歇螺纹凹槽与间歇螺纹突筋的位置、形状和尺寸相匹配;所述模芯中心设有内孔,所述内孔的前端设置成锥面;所述撑芯位于所述模芯的内孔中,其前端设计有圆台状头部,该圆台状头部的锥面角度与所述模芯的内孔前端的锥面相同。在本技术中,利用本间歇螺纹模具可以一次成型加油管管端的间歇螺纹,减少生产工序和成本;采取一体扣压成型技术代替原来的焊接技术,避免因焊接导致的断裂和失效;模芯与夹模组件采取圆周三等的设计,便于装卸以及故障时模具组件的更换。
技术研发人员:姚冰
受保护的技术使用者:上海白云汽车油管有限公司
技术研发日:20230129
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!