一种适用于薄壁外罩零件的吸附式工装夹具的制作方法
本技术属于机械加工夹具,尤其涉及一种适用于薄壁外罩零件的吸附式工装夹具。
背景技术:
1、在光纤陀螺仪上设置有圆形薄壁外罩零件,对于现有薄壁外罩零件加工,目前加工方法往往采用柔性支撑的方式增大装夹接触面,如灌注石蜡,同时在切削时选择适当参数以防止变形,或者给薄壁零件增加工艺肋,增强刚性,在加工完毕后再去除。
2、现有的机械加工夹具存在以下弊端:对于柔性支撑,不能完全避免加工时变形,同时需要增加的灌蜡与去除蜡工序,工序复杂,另外,也不一定适用于所有的材料。对于工艺肋,需要增加一道去除工艺肋的工序,也增加了工艺设计难度。
技术实现思路
1、本实用新型的目的是在于克服现有技术的不足之处,提供一种定位简单、装夹效率高、可避免零件加工变形的适用于薄壁外罩零件的吸附式工装夹具。
2、本实用新型的上述目的通过如下技术方案来实现:
3、一种适用于薄壁外罩零件的吸附式工装夹具,其特征在于:包括吸附工装主体、连接管路和真空发生器;
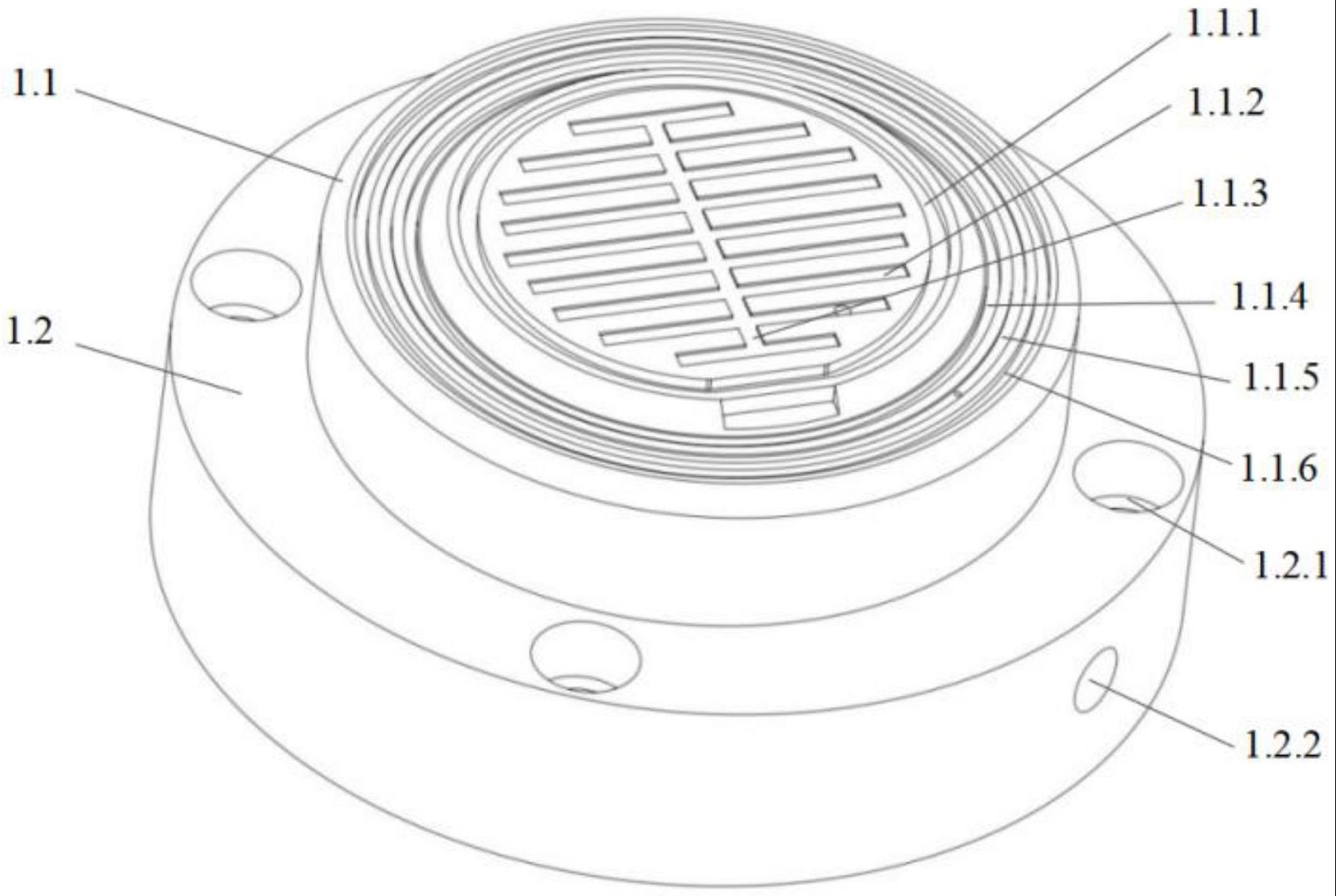
4、所述吸附工装主体包括底座和设置在底座上端的定位凸台;在底座上位于定位凸台的外围设置有多个沉头孔;所述定位凸台的形状与薄壁外罩零件的内腔形状一致,定位凸台的高度与薄壁外罩零件的内腔深度一致;在定位凸台的顶部布设有槽状气道;在吸附工装主体的底座一侧设置有吸气口,在吸附工装主体内设置有连通吸气口及定位凸台顶部槽状气道的吸气通道;所述吸附工装主体上的吸气口通过连接管路与外设的真空发生器连接。
5、进一步的:在定位凸台的顶部中部高台上的槽状气道由外圈一圈环形深槽气道及设置在环形深槽气道内的平行设置的多条横向浅槽气道及连通横向浅槽气道中部的纵向浅气道构成;在定位凸台的顶部外围低台上设置有内圈深槽气道、外圈深槽气道和设置在该两圈深槽气道之间的一圈环形浅槽气道构成。
6、更进一步的:所述吸气通道由横向吸气通道及连通横向吸气通道的竖向吸气通道;所述竖向吸气通道为两条,一条竖向吸气通道与顶部外围低台上的环形浅槽气道连通,另一条竖向吸气通道与顶部中间高台上的其中一条横向浅槽气道连通。
7、本实用新型具有的优点和积极效果:
8、1、本吸附式工装夹具在定位凸台顶部气道在截面上均匀分布,对零件吸附面积大且受力均匀,能有效避免加工途中薄壁外罩零件出现变形损坏等情况,另外,通过真空吸附方式对零件进行定位,具有定位简单、装夹效率高的优点。
9、2、本吸附式工装夹具与零件的内腔进行吸附接触,工装与零件的外表面无接触,这样一次装夹,可实现对零件的外部上端面、侧面及底边上沉头孔的加工,可大幅度提高加工效率。
10、3、采用本吸附式工装夹具在保证零件加工无变形的情况下,相比于现有技术简化了加工工艺、降低了加工难度。
技术特征:
1.一种适用于薄壁外罩零件的吸附式工装夹具,其特征在于:包括吸附工装主体、连接管路和真空发生器;
2.根据权利要求1所述的适用于薄壁外罩零件的吸附式工装夹具,其特征在于:在定位凸台的顶部中部高台上的槽状气道由外圈一圈环形深槽气道及设置在环形深槽气道内的平行设置的多条横向浅槽气道及连通横向浅槽气道中部的纵向浅气道构成;在定位凸台的顶部外围低台上设置有内圈深槽气道、外圈深槽气道和设置在该两圈深槽气道之间的一圈环形浅槽气道构成。
3.根据权利要求2所述的适用于薄壁外罩零件的吸附式工装夹具,其特征在于:所述吸气通道由横向吸气通道及连通横向吸气通道的竖向吸气通道;所述竖向吸气通道为两条,一条竖向吸气通道与顶部外围低台上的环形浅槽气道连通,另一条竖向吸气通道与顶部中间高台上的其中一条横向浅槽气道连通。
技术总结
本技术涉及一种适用于薄壁外罩零件的吸附式工装夹具,包括吸附工装主体、连接管路和真空发生器;吸附工装主体包括底座和设置在底座上端的定位凸台;在底座上位于定位凸台的外围设置有多个沉头孔;所述定位凸台的形状与薄壁外罩零件的内腔形状一致,定位凸台的高度与薄壁外罩零件的内腔深度一致;在定位凸台的顶部布设有槽状气道;在吸附工装主体的底座一侧设置有吸气口,在吸附工装主体内设置有连通吸气口及定位凸台顶部槽状气道的吸气通道;所述吸附工装主体上的吸气口通过连接管路与外设的真空发生器连接。本工装夹具定位简单、装夹效率高、可避免零件加工变形。
技术研发人员:海洲,陈明,付天章,高建,张文夏,侯熙硕
受保护的技术使用者:中国船舶集团有限公司第七〇七研究所
技术研发日:20230129
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!