一种数控镗床加工多个盘状零件圆周孔位的布置结构的制作方法
本技术属于数控镗床加工,具体涉及一种数控镗床加工轴上多个盘状零件圆周孔位的布置结构。
背景技术:
1、普通数控镗床主要用于加工工件上的预设孔位,目前存在设备零件需要加工轴上多个盘状零件圆周上均布孔位,孔直径φ60(+0.03/0),要求各孔尺寸精度在0.03mm内,孔位粗糙度3.2,同一排孔同轴度在0.03mm,因孔直径较小,且同一排孔较多,镗杆悬伸较长,若采用传统的数控镗床加工布置结构,会出现镗杆不好支撑,加工时震刀、工件各个圆盘共振、各孔同轴度、孔位尺寸精度、粗糙度无法保证等问题。
技术实现思路
1、本实用新型要解决的技术问题是:针对现有技术的不足,提供一种数控镗床加工轴上多个盘状零件圆周孔位的布置结构,能够在普通数控镗床上加工轴上多个盘状零件圆周上的均布孔位,提升加工精度,且加工效率高,经济、方便。
2、本实用新型为解决上述技术问题所采取的技术方案为:
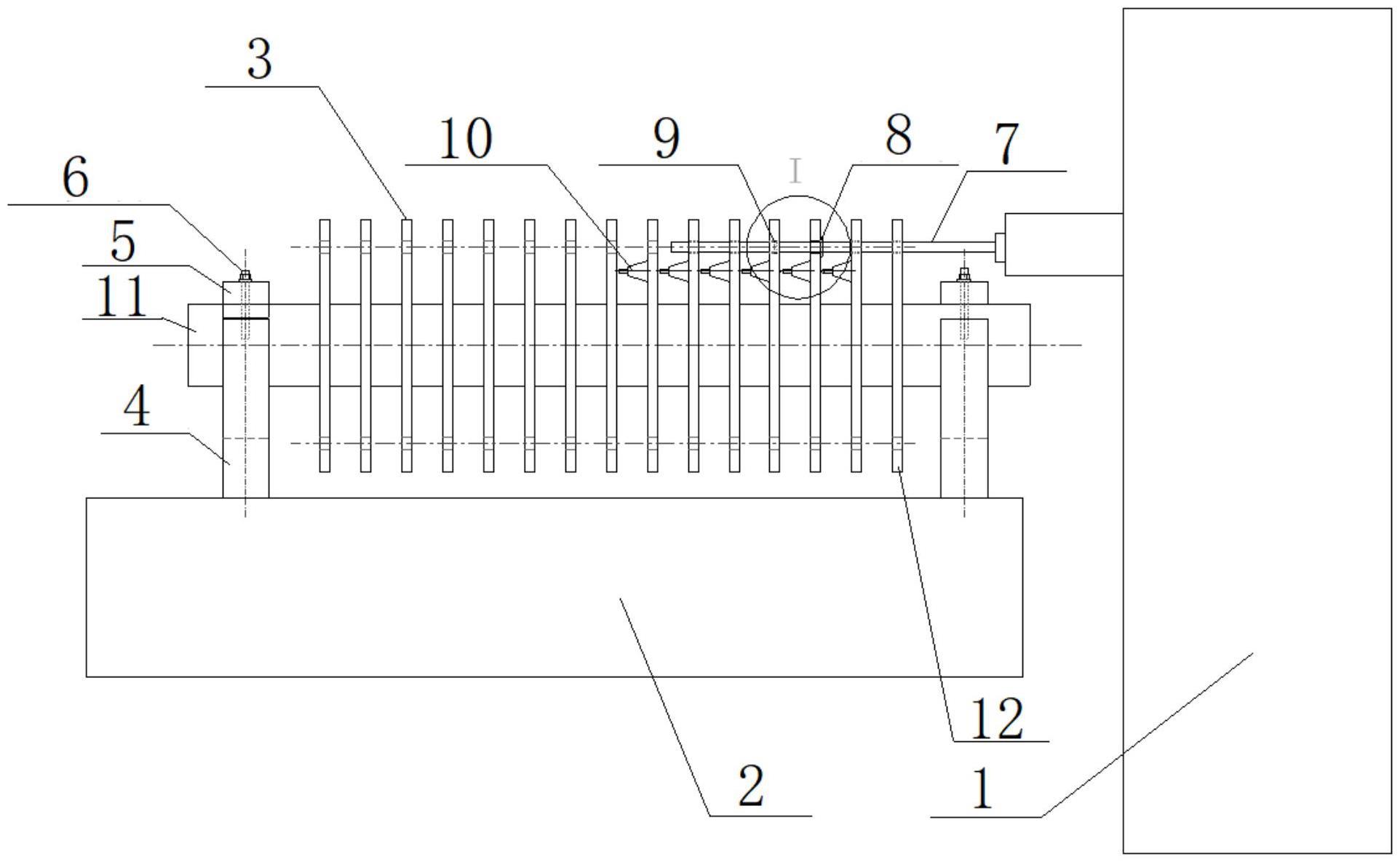
3、一种数控镗床加工轴上多个盘状零件圆周孔位的布置结构,包括加工工装和待加工件,所述加工工装包括镗床1和水平工作台2,所述水平工作台2上表面安装有v型铁4,所述镗床1设有镗杆7,所述镗杆7端部安装有可调镗刀9;所述待加工件包括轴件11,所述轴件11上套设有多个圆盘件3,所述轴件11靠近镗杆7的一端设有基准圆盘12;所述轴件11固定于v型铁4上,所述镗杆7和可调镗刀9均垂直于基准圆盘12的端面。
4、进一步的,所述v型铁4设有两个,两个v型铁4分别垂直安装于所述水平工作台2上表面两端。
5、进一步的,所述轴件11通过压板5固定于v型铁4上。
6、进一步的,所述压板5通过压板螺栓6与v型铁4固定连接。
7、进一步的,所述基准圆盘12上开设有基准孔,所述基准孔安装有定位套8。
8、进一步的,所述可调镗刀9穿过所述定位套8后进行多个圆盘件3的圆周孔位加工。
9、进一步的,所述多个圆盘件3之间均设有支撑杆10。
10、进一步的,所述多个圆盘件3和基准圆盘12等间距设有轴件11上。
11、进一步的,所述可调镗刀9可沿平行于镗杆7的方向伸缩运动。
12、本实用新型与现有技术相比具有以下主要的优点:
13、1、本申请采用v型铁配合压板将待加工件与加工工装固定,且多个圆盘件间安装有支撑杆,使工件整体装夹稳固;
14、2、本申请设有基准圆盘和基准孔,通过定位套与可调镗刀配合,能够提高盘状零件圆周上均布孔位加工精度,加工尺寸控制精确;
15、3、本申请能够使普通数控镗床快速加工轴上多个盘状零件圆周上均布孔位,加工校正、调整方便,加工成本较低,经济、实用。
技术特征:
1.一种数控镗床加工多个盘状零件圆周孔位的布置结构,其特征在于:包括加工工装和待加工件,所述加工工装包括镗床(1)和水平工作台(2),所述水平工作台(2)上表面安装有v型铁(4),所述镗床(1)设有镗杆(7),所述镗杆(7)端部安装有可调镗刀(9);所述待加工件包括轴件(11),所述轴件(11)上套设有多个圆盘件(3),所述轴件(11)靠近镗杆(7)的一端设有基准圆盘(12);所述轴件(11)固定于v型铁(4)上,所述镗杆(7)和可调镗刀(9)均垂直于基准圆盘(12)的端面。
2.根据权利要求1所述的一种数控镗床加工多个盘状零件圆周孔位的布置结构,其特征在于:所述v型铁(4)设有两个,两个v型铁(4)分别垂直安装于所述水平工作台(2)上表面两端。
3.根据权利要求1所述的一种数控镗床加工多个盘状零件圆周孔位的布置结构,其特征在于:所述轴件(11)通过压板(5)固定于v型铁(4)上。
4.根据权利要求3所述的一种数控镗床加工多个盘状零件圆周孔位的布置结构,其特征在于:所述压板(5)通过压板螺栓(6)与v型铁(4)固定连接。
5.根据权利要求1所述的一种数控镗床加工多个盘状零件圆周孔位的布置结构,其特征在于:所述基准圆盘(12)上开设有基准孔,所述基准孔安装有定位套(8)。
6.根据权利要求5所述的一种数控镗床加工多个盘状零件圆周孔位的布置结构,其特征在于:所述可调镗刀(9)穿过所述定位套(8)后进行多个圆盘件(3)的圆周孔位加工。
7.根据权利要求1所述的一种数控镗床加工多个盘状零件圆周孔位的布置结构,其特征在于:所述多个圆盘件(3)之间均设有支撑杆(10)。
8.根据权利要求1所述的一种数控镗床加工多个盘状零件圆周孔位的布置结构,其特征在于:所述多个圆盘件(3)和基准圆盘(12)等间距设有轴件(11)上。
9.根据权利要求1所述的一种数控镗床加工多个盘状零件圆周孔位的布置结构,其特征在于:所述可调镗刀(9)可沿平行于镗杆(7)的方向伸缩运动。
技术总结
本技术属于数控镗床加工技术领域,具体涉及一种数控镗床加工轴上多个盘状零件圆周孔位的布置结构。通过水平工作台配合V型铁、压板、定位套、可调镗刀、支撑杆等部件,能够实现在普通数控镗床上加工轴上多个盘状零件圆周上的均布孔位,加工校正、调整方便,装夹稳固,尺寸精度控制精确,且加工效率高,加工成本较低,经济、方便。
技术研发人员:陶守宝,邵利,许侃,冯征,刘端明
受保护的技术使用者:华新水泥(黄石)装备制造有限公司
技术研发日:20230203
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!