一种组合式拉刀相对位置检测量具的制作方法
本技术属于刀具安装调式领域,涉及一种组合式拉刀相对位置检测量具。
背景技术:
1、拉削加工是机械加工中一较常用的加工方式,具有生产效率高,尺寸精度高等特点,但所采用的拉刀总成的结构也较为复杂,通常包括拉刀座和一系列子拉刀等,因为拉削过程包括粗拉,半精拉,精拉等,一般拉刀总成总长超过2米,且所包括子拉刀数量多达20多件,如何检测各子拉刀之间相对位置的正确性就存在很大的难度,传统方式是首先在安装子拉刀时采用游标卡尺检测各子拉刀的宽度尺寸;其次该拉刀总成被吊装在设备上,第三进行试加工,根据试加工零件检测结果与规范值的差异,再到设备上对相应的子拉刀进行调整,如此反复多次才能确保拉刀总成调试合格,调试效率低,劳动强度大,但是不能精确检测各子拉刀在水平和垂直方向的相对位置尺寸,传统拉刀安装调试方法经常因为由于粗拉刀和精拉刀不正确导致拉削余量分配不均,导致到拉削零件的尺寸精度和表面粗糙度变差,影响拉刀的使用寿命,传统拉刀总成的安装调试方法的一次安装调试合格率低于25%。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种组合式拉刀相对位置检测量具,以拉刀座为基准,在水平和垂直方向同时完成拉刀相对位置的检测。
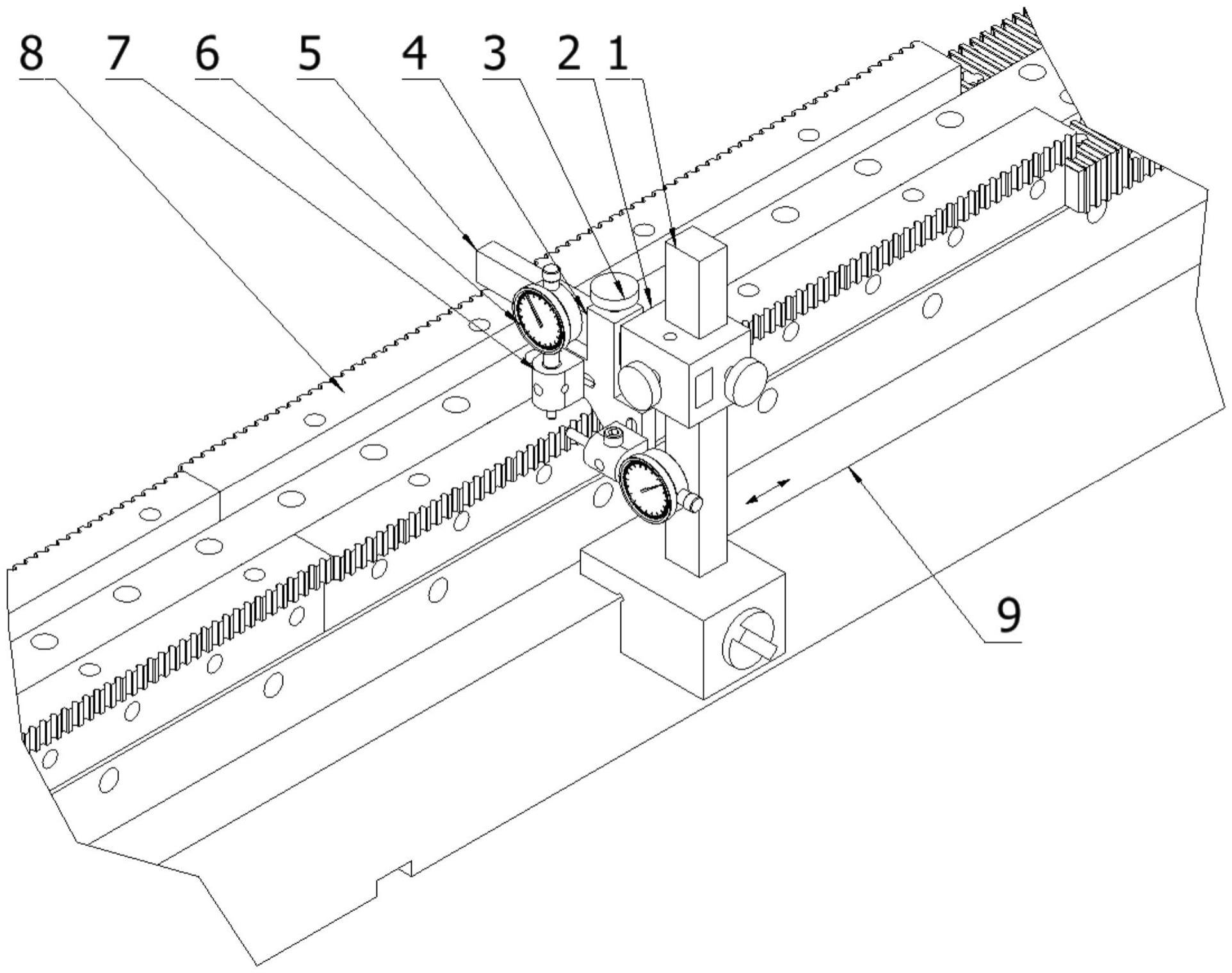
2、为达到上述目的,本实用新型提供如下技术方案:一种组合式拉刀相对位置检测量具,包括拉刀座以及设置在拉刀座侧面可轴向移动的底座,该底座包括基座以及设置在基座上的矩形导向杆,矩形导向杆上通过联接块安装有横杆,该横杆上套接有横向滑块;横向滑块上分别设置安装有垂直百分表与水平百分表。
3、可选的,底座采用90度的v型结构,并采用磁性表座,以拉刀座的上平面及侧面为基准,可沿轴向移动。
4、可选的,联接块通过矩形孔与矩形导向杆配合,并通过锁紧螺母锁紧固定。
5、可选的,横杆采用矩形结构。
6、可选的,横向滑块与横杆通过矩形孔配合并可沿横向滑动。
7、可选的,横向滑块顶部还设置有锁紧螺母。
8、可选的,垂直百分表与水平百分表通过表夹头安装在横向滑块上。
9、可选的,横向滑块上分别开设有2个水平和垂直方向凹槽,表夹头上设置有正方形凸台,正方形凸台嵌套于凹槽内。
10、本实用新型的有益效果在于:本实用新型一种组合式拉刀相对位置检测量具,结构简单,制造成本低;采用矩形导向杆,调试方面,定位准确;以拉刀座自身为轮廓面为基准,无须其它辅助装置,并且体积小巧,可按需要搬动,使用方便;使用方法简单,检测迅速;保证对各子拉刀位置精度的准确测量;保证拉刀总成一次安装调试合格率达到80%;测量精度能达到0.01mm,较普通拉刀调试方法提升效率4倍。
11、本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。本实用新型的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
1.一种组合式拉刀相对位置检测量具,其特征在于:包括拉刀座以及设置在拉刀座侧面可轴向移动的底座,该底座包括基座以及设置在基座上的矩形导向杆,矩形导向杆上通过联接块安装有横杆,该横杆上套接有横向滑块;
2.根据权利要求1所述的一种组合式拉刀相对位置检测量具,其特征在于:底座采用90度的v型结构,并采用磁性表座,以拉刀座的上平面及侧面为基准,可沿轴向移动。
3.根据权利要求1所述的一种组合式拉刀相对位置检测量具,其特征在于:联接块通过矩形孔与矩形导向杆配合,并通过锁紧螺母锁紧固定。
4.根据权利要求1所述的一种组合式拉刀相对位置检测量具,其特征在于:横杆采用矩形结构。
5.根据权利要求4所述的一种组合式拉刀相对位置检测量具,其特征在于:横向滑块与横杆通过矩形孔配合并可沿横向滑动。
6.根据权利要求5所述的一种组合式拉刀相对位置检测量具,其特征在于:横向滑块顶部还设置有锁紧螺母。
7.根据权利要求1所述的一种组合式拉刀相对位置检测量具,其特征在于:垂直百分表与水平百分表通过表夹头安装在横向滑块上。
8.根据权利要求7所述的一种组合式拉刀相对位置检测量具,其特征在于:横向滑块上分别开设有2个水平和垂直方向凹槽,表夹头上设置有正方形凸台,正方形凸台嵌套于凹槽内。
技术总结
本技术属于刀具安装调式领域,涉及一种组合式拉刀相对位置检测量具;包括拉刀座以及设置在拉刀座侧面可轴向移动的底座,该底座包括基座以及设置在基座上的矩形导向杆,矩形导向杆上通过联接块安装有横杆,该横杆上套接有横向滑块;横向滑块上分别设置安装有垂直百分表与水平百分表。本技术结构简单,制造成本低;采用矩形导向杆,调试方面,定位准确;以拉刀座自身为轮廓面为基准,无须其它辅助装置,并且体积小巧,可按需要搬动,使用方便;使用方法简单,检测迅速;保证对各子拉刀位置精度的准确测量;保证拉刀总成一次安装调试合格率达到80%;测量精度能达到0.01mm,较普通拉刀调试方法提升效率4倍。
技术研发人员:周兴伟
受保护的技术使用者:南方天合底盘系统有限公司
技术研发日:20230116
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!