一种磁钢定位安装机的制作方法
本技术涉及永磁起动机加工,具体的涉及一种磁钢定位安装机。
背景技术:
1、磁钢是一种主要用在永磁电机和永磁起动机上的瓦状磁铁。尤其是在永磁起动机中,多块磁钢通常是按圆周方向均匀贴设在定子外壳内壁上的。为了保障磁钢的安装精度,避免人工贴装带来的磁钢分布不均匀、高度不一致,以及磁钢与定子外壳内壁贴合不紧密等问题,目前已有一些磁钢定位安装工装。例如公开号为cn208623512u的中国专利,公开了一种起动机定子安装磁瓦工装,该工装包括底座、模体、螺纹旋转压杆、活动圆锥、外胀片、螺纹回位杆,定子套装在模体上,磁瓦与外胀片对应设置,螺纹旋转压杆下压时,活动圆锥在锥形槽内挤压模体,模体外胀使外胀片扩张,外胀片挤压磁瓦,使磁瓦与定子外壳内壁紧贴。
2、虽然上述工装可以保证磁瓦高度一致且精密贴合在定子外壳内壁上,但在放置磁瓦时,仍然存在安装定位的正确性和效率低、操作不便捷的问题。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺陷,提供一种磁钢定位安装机。
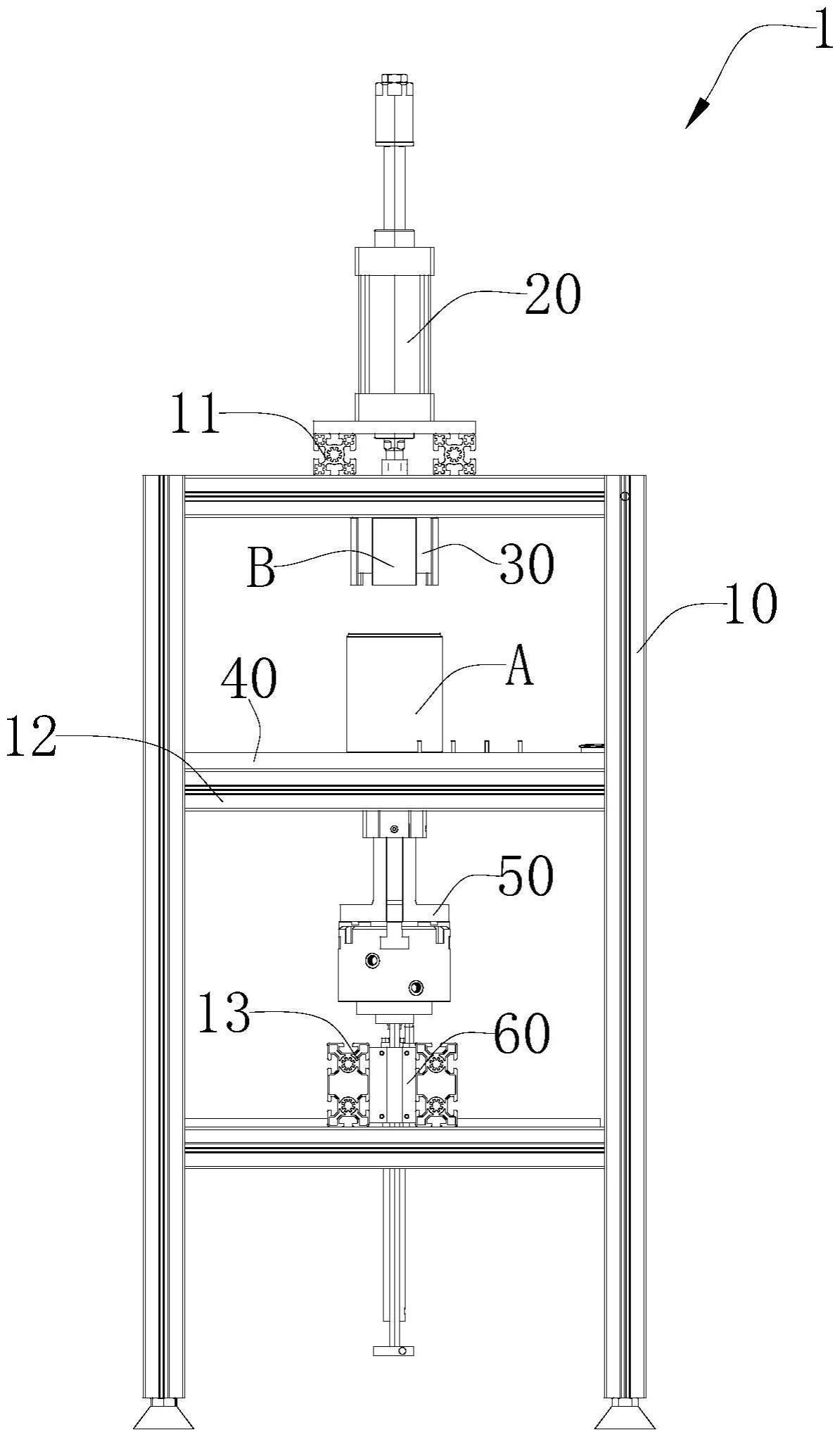
2、为了实现以上目的及其他目的,本实用新型是通过以下技术方案实现的:提供了一种磁钢定位安装机,其特征在于,包括机架;第一驱动装置,安装在所述机架上;压块,与所述第一驱动装置的输出端连接,磁钢卡设在所述压块上;贴装台,安装在所述机架上,所述贴装台的中心设置有定位座,所述定位座位于所述压块的正下方,机壳放置在所述定位座上;第二驱动装置,安装在所述机架上,且位于所述贴装台的下方;胀爪机构,与所述第二驱动装置的输出端连接,用于将所述磁钢压紧在预涂有胶体的所述机壳内壁上。
3、在一实施例中,所述压块包括主体,所述主体的外壁上开设有固定槽,多个所述固定槽等高且均匀设置在所述主体的外壁上。
4、在一实施例中,所述固定槽的厚度小于所述磁钢的厚度。
5、在一实施例中,所述固定槽的长度小于所述磁钢的长度。
6、在一实施例中,所述压块还可以包括用于连接所述第一驱动装置的凸部。
7、在一实施例中,所述定位座包括本体,所述本体的下端沿径向向外延伸形成一定位环,所述定位环的外径等于所述机壳的内径。
8、在一实施例中,所述定位环的下端沿径向向外延伸形成连接环,所述定位座通过所述连接环内嵌在所述贴装台上,且所述连接环的上端面与所述贴装台的上端面齐平。
9、在一实施例中,所述本体的上端沿轴向向外延伸形成有多个限位柱,每两个所述限位柱之间形成一限位槽。
10、在一实施例中,所述胀爪机构包括气动卡盘、连接杆和压板,所述连接杆的下端通过滑块安装在所述气动卡盘上,所述压板固定安装在所述连接杆的上端。
11、在一实施例中,所述压板的外端面呈圆弧形。
12、本实用新型整体结构简单,操作便捷,通过所述压块和固定座设计,可以提高磁瓦和机壳的定位精度,保证磁瓦安装的高度一致性和分布均匀性,从而提供磁钢的贴装效率,具有良好的市场应用前景和推广价值。
技术特征:
1.一种磁钢定位安装机,其特征在于,包括
2.根据权利要求1所述的磁钢定位安装机,其特征在于,所述压块包括主体,所述主体的外壁上开设有固定槽,多个所述固定槽等高且均匀设置在所述主体的外壁上。
3.根据权利要求2所述的磁钢定位安装机,其特征在于,所述固定槽的厚度小于所述磁钢的厚度。
4.根据权利要求3所述的磁钢定位安装机,其特征在于,所述固定槽的长度小于所述磁钢的长度。
5.根据权利要求4所述的磁钢定位安装机,其特征在于,所述压块还可以包括用于连接所述第一驱动装置的凸部。
6.根据权利要求1所述的磁钢定位安装机,其特征在于,所述定位座包括本体,所述本体的下端沿径向向外延伸形成一定位环,所述定位环的外径等于所述机壳的内径。
7.根据权利要求6所述的磁钢定位安装机,其特征在于,所述定位环的下端沿径向向外延伸形成连接环,所述定位座通过所述连接环内嵌在所述贴装台上,且所述连接环的上端面与所述贴装台的上端面齐平。
8.根据权利要求7所述的磁钢定位安装机,其特征在于,所述本体的上端沿轴向向外延伸形成有多个限位柱,每两个所述限位柱之间形成一限位槽。
9.根据权利要求1所述的磁钢定位安装机,其特征在于,所述胀爪机构包括气动卡盘、连接杆和压板,所述连接杆的下端通过滑块安装在所述气动卡盘上,所述压板固定安装在所述连接杆的上端。
10.根据权利要求9所述的磁钢定位安装机,其特征在于,所述压板的外端面呈圆弧形。
技术总结
本技术提供了一种磁钢定位安装机,其特征在于,包括机架;第一驱动装置,安装在所述机架上;压块,与所述第一驱动装置的输出端连接,磁钢卡设在所述压块上;贴装台,安装在所述机架上,所述贴装台的中心设置有定位座,所述定位座位于所述压块的正下方,机壳放置在所述定位座上;第二驱动装置,安装在所述机架上,且位于所述贴装台的下方;胀爪机构,与所述第二驱动装置的输出端连接,用于将所述磁钢压紧在预涂有胶体的所述机壳内壁上。本技术整体结构简单,操作便捷,通过所述压块和固定座设计,可以提高磁瓦和机壳的定位精度,保证磁瓦安装的高度一致性和分布均匀性,从而提供磁钢的贴装效率。
技术研发人员:华涛,华登科
受保护的技术使用者:常州吉科传动设备有限公司
技术研发日:20230130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!