一种电机主轴组装和检测机构的制作方法
本技术涉及电机组装设备,尤其涉及一种电机主轴组装和检测机构。
背景技术:
1、电机作为风机的主要部件,其在安装的过程中需要对电机进行组装,尤其需要将电机主轴安装在电机上,现有技术中有通过手动方式将电机主轴敲打进入电机以完成电机的组装,也有通过机械设备将主轴压入至电机,然而手动方式进行组装其不仅工作效率低,而且其无法检测主轴的安装是否到位,而采用机械设备压入的方式进行安装,虽然可以提高安装效率,但是其仍然难以做到对主轴的安装位置进行检测,其无法提高安装的精确度。
技术实现思路
1、本实用新型提供一种电机主轴组装和检测机构,其不仅可以提升主轴安装效率而且还可以提升主轴安装位置的精确度。
2、为了解决上述技术问题,本实用新型提供一种电机主轴组装和检测机构,包括:
3、安装机架,所述安装机架上设置有工装夹具,所述工装夹具用于将待组装电机安装定位在组装位置;
4、主轴压头,位于工装夹具的上方,所述主轴压头用于与待组装主轴接触;
5、驱动部件,与所述主轴压头连接,所述驱动部件用于带动所述主轴压头上升以到达第一位置,所述驱动部件还用于带动所述主轴压头下降以到达第二位置;
6、检测部件,与所述主轴压头连接,所述检测部件用于检测所述主轴压头是否到达设定位置。
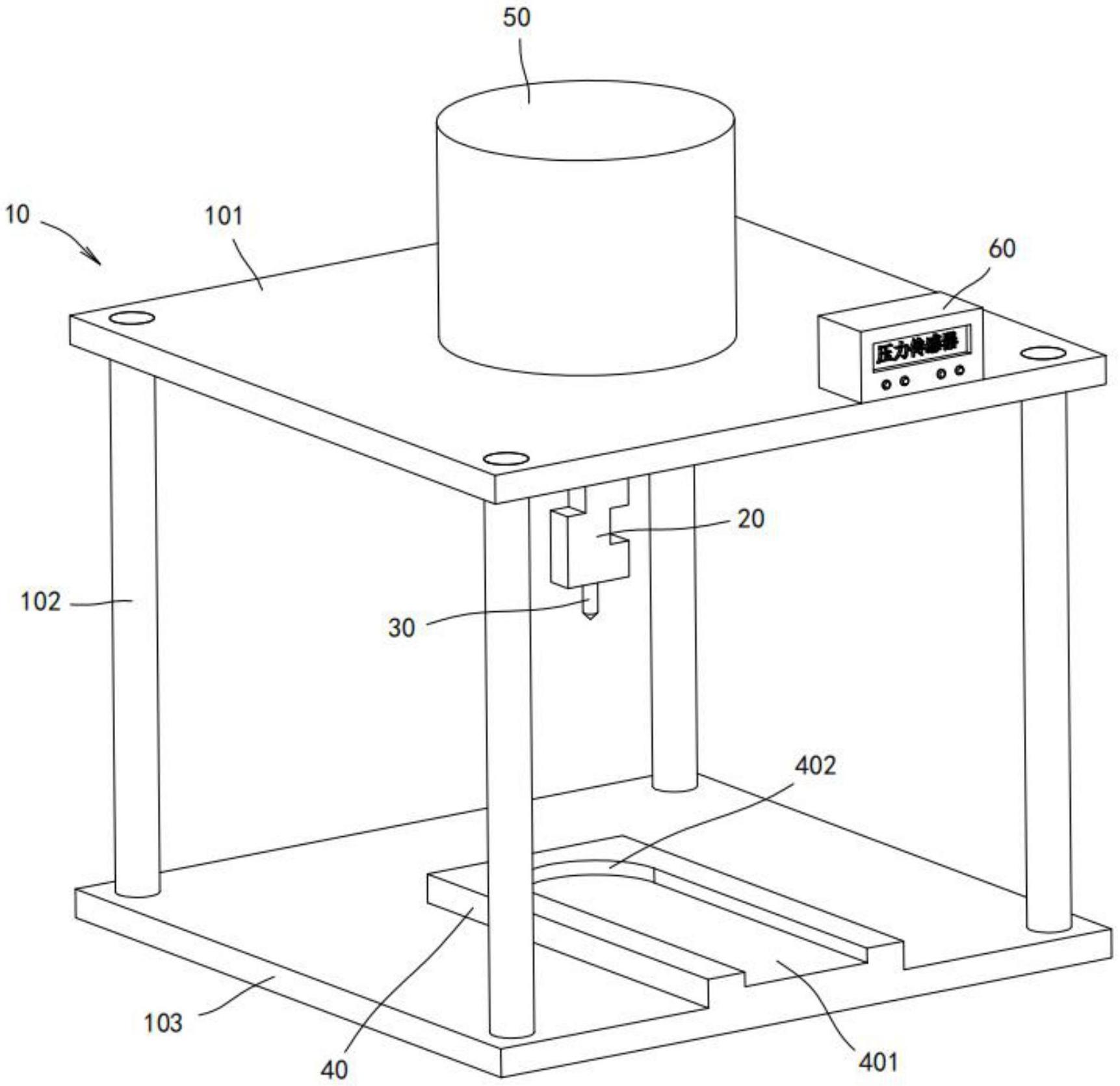
7、作为上述技术方案的优选,所述安装机架包括第一平板、第二平板和连接杆体,所述第一平板和所述第二平板分别固定在所述连接杆体的两端,所述第一平板位于所述第二平板的上方,所述驱动部件安装在所述第一平板上,所述工装夹具安装于所述第二平板上。
8、作为上述技术方案的优选,所述检测部件为压力传感器,所述驱动部件为液压缸,所述压力传感器设置在所述主轴压头和所述液压缸的活塞杆之间。
9、作为上述技术方案的优选,所述第一平板和所述第二平板为矩形板,且所述第一平板和所述第二平板相互平行,所述连接杆体的数量为四根,所述连接杆体的端部与所述矩形板的连接处位于矩形板的边角位置。
10、作为上述技术方案的优选,所述液压缸固定在所述第一平板的上表面,所述液压缸的活塞杆穿过所述第一平板向下延伸与压力传感器的一端连接,所述压力传感器的另一端与所述主轴压头连接。
11、作为上述技术方案的优选,所述主轴压头的下端呈尖锐状。
12、作为上述技术方案的优选,所述工装夹具固定在第二平板的上表面且所述工装夹具为凸出所述第二平板的上表面的凸块,所述凸块上设置有容纳缺口,所述容纳缺口的一端具有弧形部,所述弧形部的形状与待组装电机的外表面对应,所述弧形部用于与待组装电机的外表面配合以将待组装电机定位在组装位置。
13、作为上述技术方案的优选,所述凸块远离所述弧形部的一端与所述第二平板的侧面对齐,且所述容纳缺口延伸至所述远离所述弧形部的一端的端面。
14、作为上述技术方案的优选,所述第一平板的上表面设置有显示装置,所述显示装置与所述压力传感器电性连接。
15、作为上述技术方案的优选,所述连接杆体为圆柱状的杆体。
16、本实用新型提供一种电机主轴组装和检测机构,其包括安装机架、主轴压头、驱动部件和检测部件,在工作的时候将待组装电机设置在工装夹具以使得待组装电机保持在组装位置,然后将待组装主轴放置在待组装电机上,然后由驱动部件带动主轴压头下降与待组装主轴接触,然后主轴压头继续下降直至第二位置将待组装主轴压入至待组装电机内,检测部件可以检测待组装主轴是否压入到位,然后驱动部件带动轴压头上升至第一位置以使得带动轴压头脱离待组装主轴,其电机组装完成,此时可以将电机从工装夹具上取下。
17、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其它目的、特征和优点能够更明显易懂,以下特举本实用新型的具体实施方式。
技术特征:
1.一种电机主轴组装和检测机构,其特征在于,包括:
2.根据权利要求1所述的电机主轴组装和检测机构,其特征在于,所述安装机架包括第一平板、第二平板和连接杆体,所述第一平板和所述第二平板分别固定在所述连接杆体的两端,所述第一平板位于所述第二平板的上方,所述驱动部件安装在所述第一平板上,所述工装夹具安装于所述第二平板上。
3.根据权利要求2所述的电机主轴组装和检测机构,其特征在于,所述检测部件为压力传感器,所述驱动部件为液压缸,所述压力传感器设置在所述主轴压头和所述液压缸的活塞杆之间。
4.根据权利要求2所述的电机主轴组装和检测机构,其特征在于,所述第一平板和所述第二平板为矩形板,且所述第一平板和所述第二平板相互平行,所述连接杆体的数量为四根,所述连接杆体的端部与所述矩形板的连接处位于矩形板的边角位置。
5.根据权利要求3所述的电机主轴组装和检测机构,其特征在于,所述液压缸固定在所述第一平板的上表面,所述液压缸的活塞杆穿过所述第一平板向下延伸与压力传感器的一端连接,所述压力传感器的另一端与所述主轴压头连接。
6.根据权利要求1所述的电机主轴组装和检测机构,其特征在于,所述主轴压头的下端呈尖锐状。
7.根据权利要求2所述的电机主轴组装和检测机构,其特征在于,所述工装夹具固定在第二平板的上表面且所述工装夹具为凸出所述第二平板的上表面的凸块,所述凸块上设置有容纳缺口,所述容纳缺口的一端具有弧形部,所述弧形部的形状与待组装电机的外表面对应,所述弧形部用于与待组装电机的外表面配合以将待组装电机定位在组装位置。
8.根据权利要求7所述的电机主轴组装和检测机构,其特征在于,所述凸块远离所述弧形部的一端与所述第二平板的侧面对齐,且所述容纳缺口延伸至所述远离所述弧形部的一端的端面。
9.根据权利要求3所述的电机主轴组装和检测机构,其特征在于,所述第一平板的上表面设置有显示装置,所述显示装置与所述压力传感器电性连接。
10.根据权利要求2所述的电机主轴组装和检测机构,其特征在于,所述连接杆体为圆柱状的杆体。
技术总结
本技术公开了一种电机主轴组装和检测机构,包括:安装机架,所述安装机架上设置有工装夹具,所述工装夹具用于将待组装电机安装定位在组装位置;主轴压头,位于工装夹具的上方,所述主轴压头用于与待组装主轴接触;驱动部件,与所述主轴压头连接,所述驱动部件用于带动所述主轴压头上升以到达第一位置,所述驱动部件还用于带动所述主轴压头下降以到达第二位置;检测部件,与所述主轴压头连接,所述检测部件用于检测所述主轴压头是否到达设定位置。本技术不仅可以提升主轴安装效率而且还可以提升主轴安装位置的精确度。
技术研发人员:郭姪献,陈国龙,张建洪
受保护的技术使用者:宁波狮球通风机电有限公司
技术研发日:20230206
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!