一种衬套自动压边设备的制作方法
本技术涉及加工设备的领域,尤其是涉及一种衬套自动压边设备。
背景技术:
1、衬套是指起衬垫作用的环套,常用于机械部件起到密封、磨损保护等作用,不同的机械设备在使用时需要配备不同型号的衬套,部分型号的衬套在加工时需要冲压机构进行压边,冲压装置的上料往往是由人工进行的。
2、相关技术可参考公告号为cn216857972u的中国专利公开了一种用于钢材料冲压装置,包括冲压底座、液压升降杆和冲压模具,冲压底座的顶端设置有液压升降杆,且液压升降杆输出端设置有贯穿冲压底座的上冲压板,冲压底座内部的底端开设有活动槽,且活动槽内部设置有多组用于缓冲冲压的减震机构,减震机构的顶端设置有下冲压板,且下冲压板和上冲压板的两端开设有安装槽,安装槽的内部设置有冲压模具,上冲压板和下冲压板两端设置有用于固定冲压模具位置的限位机构,冲压底座内部设置有多个贯穿上冲压板的导向杆,该装置通在第二弹簧自身弹力作用下带动弧形块插入冲压模具内,对冲压模具内位置进行固定住,便于对冲压模具拆卸替换。
3、针对上述中的相关技术,上述冲压装置在使用过程中需要人工将待冲压钢材料放置于下冲压板上,再对钢材料进行冲压,上述冲压装置无法实现自动上下料,操作人员在使用时存在一定的安全隐患,同时降低了该冲压装置的工作效率。
技术实现思路
1、为了提高冲压装置的使用安全性,同时提高冲压装置的工作效率,本申请提供一种衬套自动压边设备。
2、本申请提供一种衬套自动压边设备,采用如下的技术方案:
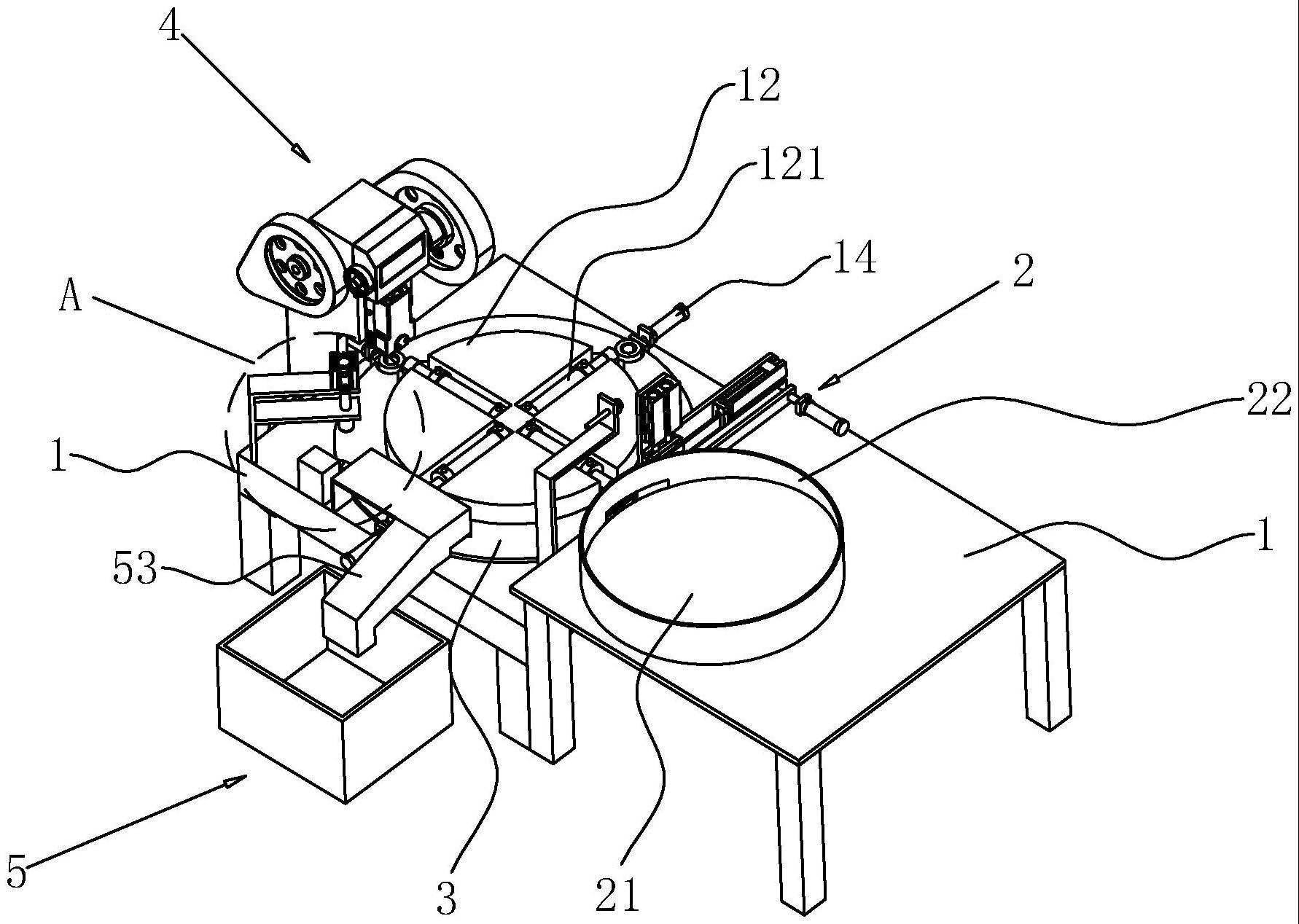
3、一种衬套自动压边设备,包括工作台,所述工作台设有用于调整放置衬套原件的上料机构、输送机构、用于衬套压边的冲压机构和用于收集成品衬套的下料机构,所述上料机构、冲压机构、下料机构沿输送机构的输送方向依次设置,所述上料机构包括离心振动盘、防护罩和转移装置,所述离心振动盘设置于工作台一端,所述防护罩设置于离心振动盘外部,所述离心振动盘出料端设置有上料轨道,所述上料轨道宽度与衬套原件外径相适配,所述输送机构为输送盘,所述输送盘与工作台转动连接,所述输送盘设置有若干放置槽,所述放置槽内均设有送料件,所述送料件开设有与成品衬套相适配的冲压槽。
4、通过采用上述技术方案,多个衬套原件放置于离心振动盘上,在振动离心的作用下,衬套原件经由上料轨道进入转移装置中,转移装置将位于上料轨道中的衬套原件转移至相对应的送料件中,使衬套原件进入送料件的冲压槽内,放置有衬套原件的送料件随输送盘移动至冲压机构处,冲压机构对冲压槽内的衬套原件进行冲压得到成品衬套,输送盘继续转动将成品衬套输送至下料机构,由下料机构对成品衬套进行收集。
5、可选的,所述转移装置设置于上料轨道远离离心振动盘的一端,所述转移装置包括第一气缸、第二气缸和第三气缸,所述第一气缸的缸体垂直于上料轨道设置且与工作台固定连接,所述第一气缸输出端固定连接有第一推送板,所述工作台固定连接有转动件,所述第二气缸和第三气缸互相垂直且均与转动件固定连接,所述第二气缸输出端固定连接有第二推送板,所述第三气缸输出端固定连接有第三推送板,所述第二推送板与衬套原件相适配。
6、通过采用上述技术方案,第一气缸工作将衬套原件推入第二推送板下方,第二气缸工作使第二推送板夹紧衬套原件,第二气缸和第三气缸随转动件转动,使第三气缸变为竖直状态,第三气缸工作将衬套原件推送至下方相对应的送料件中,完成将衬套原件从上料轨道转移送料件中的过程。
7、可选的,所述工作台固定连接有中心盘,所述中心盘与输送盘转动连接,所述输送盘位于工作台与中心盘之间,所述中心盘固定连接有若干夹紧气缸,所述夹紧气缸输出端固定连接有夹紧块,所述夹紧块与送料件相适配,所述工作台沿输送盘周向固定连接有若干限位块,所述限位块与夹紧块一一对应。
8、通过采用上述技术方案,夹紧气缸工作推动夹紧块移动,夹紧块与相对应的限位块配合,将位于夹紧块和限位块之间的送料件夹紧,有利于送料件的稳定性,同时对送料件进行定位,便于上料机构、冲压机构和下料机构的正常运行。
9、可选的,所述工作台固定连接有若干复位气缸,所述限位块开设有与复位气缸输出端相适配的圆槽。
10、通过采用上述技术方案,复位气缸工作将送料件复位,保证送料件位于输送盘内部,不影响输送盘的转动。
11、可选的,所述下料机构包括升降气缸、通风装置和下料通道,所述升降气缸固定连接于工作台下方,所述送料件滑动连接有托盘,所述托盘位于冲压槽内,所述送料件底部开设有与冲压槽相连通的通孔,所述工作台和输送盘均开设有与升降气缸输出端相适配的圆孔,所述圆孔和通孔均小于冲压槽下端部直径。
12、通过采用上述技术方案,升降气缸输出端经由圆孔进入通孔中,将送料件中的成品衬套向上移动,通风装置吹风将成品衬套吹入下料通道中,下料通道将成品衬套进行收集。
13、可选的,所述托盘固定连接有滑块,所述送料件开设有与滑块相适配的滑槽,所述滑槽与冲压槽相连通。
14、通过采用上述技术方案,滑槽远离工作台的一端封闭,滑槽对滑块进行限位,保证托盘始终位于冲压槽中滑动而不脱离送料件。
15、可选的,所述冲压机构与下料机构之间设有稳定装置,所述稳定装置包括支撑架和止动气缸,所述支撑架与工作台固定连接,所述止动气缸与支撑架固定连接,所述止动气缸输出端穿设支撑架且固定连接有稳定件。
16、通过采用上述技术方案,止动气缸工作使稳定件向下移动,稳定件与输送盘相抵触,有利于提高输送盘的稳定性,保证上料机构、冲压机构和下料机构的正常运行。
17、可选的,所述工作台固定连接有止动架,所述止动架固定连接有垫块,所述第三气缸固定连接有与垫块相配合的挡板。
18、通过采用上述技术方案,第三气缸随转动件转动时,挡板与垫块相碰撞,保证每次第三气缸转动后的位置均相同,同时垫块起到缓冲的作用。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.多个衬套原件放置于离心振动盘上,在振动离心的作用下,衬套原件经由上料轨道进入转移装置中,转移装置将位于上料轨道中的衬套原件转移至相对应的送料件中,使衬套原件进入送料件的冲压槽内,放置有衬套原件的送料件随输送盘移动至冲压机构处,冲压机构对冲压槽内的衬套原件进行冲压得到成品衬套,输送盘继续转动将成品衬套输送至下料机构,由下料机构对成品衬套进行收集;
21、2.第一气缸工作将衬套原件推入第二推送板下方,第二气缸工作使第二推送板夹紧衬套原件,第二气缸和第三气缸随转动件转动,使第三气缸变为竖直状态,第三气缸工作将衬套原件推送至下方相对应的送料件中,完成将衬套原件从上料轨道转移送料件中的过程;
22、3.夹紧气缸工作推动夹紧块移动,夹紧块与相对应的限位块配合,将位于夹紧块和限位块之间的送料件夹紧,有利于送料件的稳定性,同时对送料件进行定位,便于上料机构、冲压机构和下料机构的正常运行。
技术特征:
1.一种衬套自动压边设备,包括工作台(1),其特征在于:所述工作台(1)设有用于调整放置衬套原件的上料机构(2)、输送机构、用于衬套压边的冲压机构(4)和用于收集成品衬套的下料机构(5),所述上料机构(2)、冲压机构(4)、下料机构(5)沿输送机构的输送方向依次设置,所述上料机构(2)包括离心振动盘(21)、防护罩(22)和转移装置(23),所述离心振动盘(21)设置于工作台(1)一端,所述防护罩(22)设置于离心振动盘(21)外部,所述离心振动盘(21)出料端设置有上料轨道(211),所述上料轨道(211)宽度与衬套原件外径相适配,所述输送机构为输送盘(3),所述输送盘(3)与工作台(1)转动连接,所述输送盘(3)设置有若干放置槽(31),所述放置槽(31)内均设有送料件(32),所述送料件(32)开设有与成品衬套相适配的冲压槽(321)。
2.根据权利要求1所述的一种衬套自动压边设备,其特征在于:所述转移装置(23)设置于上料轨道(211)远离离心振动盘(21)的一端,所述转移装置(23)包括第一气缸(231)、第二气缸(232)和第三气缸(233),所述第一气缸(231)的缸体垂直于上料轨道(211)设置且与工作台(1)固定连接,所述第一气缸(231)输出端固定连接有第一推送板(234),所述工作台(1)固定连接有转动件(11),所述第二气缸(232)和第三气缸(233)互相垂直且均与转动件(11)固定连接,所述第二气缸(232)输出端固定连接有第二推送板(235),所述第三气缸(233)输出端固定连接有第三推送板(236),所述第二推送板(235)与衬套原件相适配。
3.根据权利要求1所述的一种衬套自动压边设备,其特征在于:所述工作台(1)固定连接有中心盘(12),所述中心盘(12)与输送盘(3)转动连接,所述输送盘(3)位于工作台(1)与中心盘(12)之间,所述中心盘(12)固定连接有若干夹紧气缸(121),所述夹紧气缸(121)输出端固定连接有夹紧块(122),所述夹紧块(122)与送料件(32)相适配,所述工作台(1)沿输送盘(3)周向固定连接有若干限位块(13),所述限位块(13)与夹紧块(122)一一对应。
4.根据权利要求3所述的一种衬套自动压边设备,其特征在于:所述工作台(1)固定连接有若干复位气缸(14),所述限位块(13)开设有与复位气缸(14)输出端相适配的圆槽(131)。
5.根据权利要求1所述的一种衬套自动压边设备,其特征在于:所述下料机构(5)包括升降气缸(51)、通风装置(52)和下料通道(53),所述升降气缸(51)固定连接于工作台(1)下方,所述送料件(32)滑动连接有托盘(322),所述托盘(322)位于冲压槽(321)内,所述送料件(32)底部开设有与冲压槽(321)相连通的通孔(323),所述工作台(1)和输送盘(3)均开设有与升降气缸(51)输出端相适配的圆孔(33),所述圆孔(33)和通孔(323)均小于冲压槽(321)下端部直径。
6.根据权利要求5所述的一种衬套自动压边设备,其特征在于:所述托盘(322)固定连接有滑块(324),所述送料件(32)开设有与滑块(324)相适配的滑槽(325),所述滑槽(325)与冲压槽(321)相连通。
7.根据权利要求1所述的一种衬套自动压边设备,其特征在于:所述冲压机构(4)与下料机构(5)之间设有稳定装置(6),所述稳定装置(6)包括支撑架(61)和止动气缸(62),所述支撑架(61)与工作台(1)固定连接,所述止动气缸(62)与支撑架(61)固定连接,所述止动气缸(62)输出端穿设支撑架(61)且固定连接有稳定件(63)。
8.根据权利要求2所述的一种衬套自动压边设备,其特征在于:所述工作台(1)固定连接有止动架(15),所述止动架(15)固定连接有垫块(151),所述第三气缸(233)固定连接有与垫块(151)相配合的挡板(152)。
技术总结
本技术公开了一种衬套自动压边设备,其包括工作台,工作台设有用于调整放置衬套原件的上料机构、输送机构、用于衬套压边的冲压机构和用于收集成品衬套的下料机构,上料机构、冲压机构、下料机构沿输送机构的输送方向依次设置,上料机构包括离心振动盘、防护罩和转移装置,离心振动盘设置于工作台一端,防护罩设置于离心振动盘外部,离心振动盘出料端设置有上料轨道,上料轨道宽度与衬套原件外径相适配,输送机构为输送盘,输送盘与工作台转动连接,输送盘设置有若干放置槽,放置槽内均设有送料件,送料件开设有与成品衬套相适配的冲压槽。本申请具有提高冲压装置的使用安全性,同时提高冲压装置的工作效率的效果。
技术研发人员:盛利涛
受保护的技术使用者:烟台安递飞戈材料疲劳技术有限公司
技术研发日:20230130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!