一种复合辊套组合式棒材对齐辊道的制作方法
本技术涉及轧钢,具体为一种复合辊套组合式棒材对齐辊道。
背景技术:
1、随着棒材市场高速发展,为了适应生产线的连轧化,以及高速、切分轧制,小棒材和型钢钢厂等已大量使用冷床对轧件进行冷却。冷床是中小型棒材车间不可缺少的辅助设备之一。它的功能是将轧机轧制后经飞剪剪切成倍尺长度的棒材,输送并卸到冷床齿条上冷却,使其温度由900℃降至100~300℃,然后由冷床下料装置将其收集成组送至输出辊道上,再由输出辊道将其送到冷剪剪切成定尺成品。
2、原齐头为整体铸铁件,数量较大(每条线100套),使用周期短,约在2-3个月就需更换,而且其中一个槽磨损就会造成整体报废,使用成本较高。
技术实现思路
1、本实用新型的目的在于提供一种复合辊套组合式棒材对齐辊道,以解决上述背景技术中提出的问题。
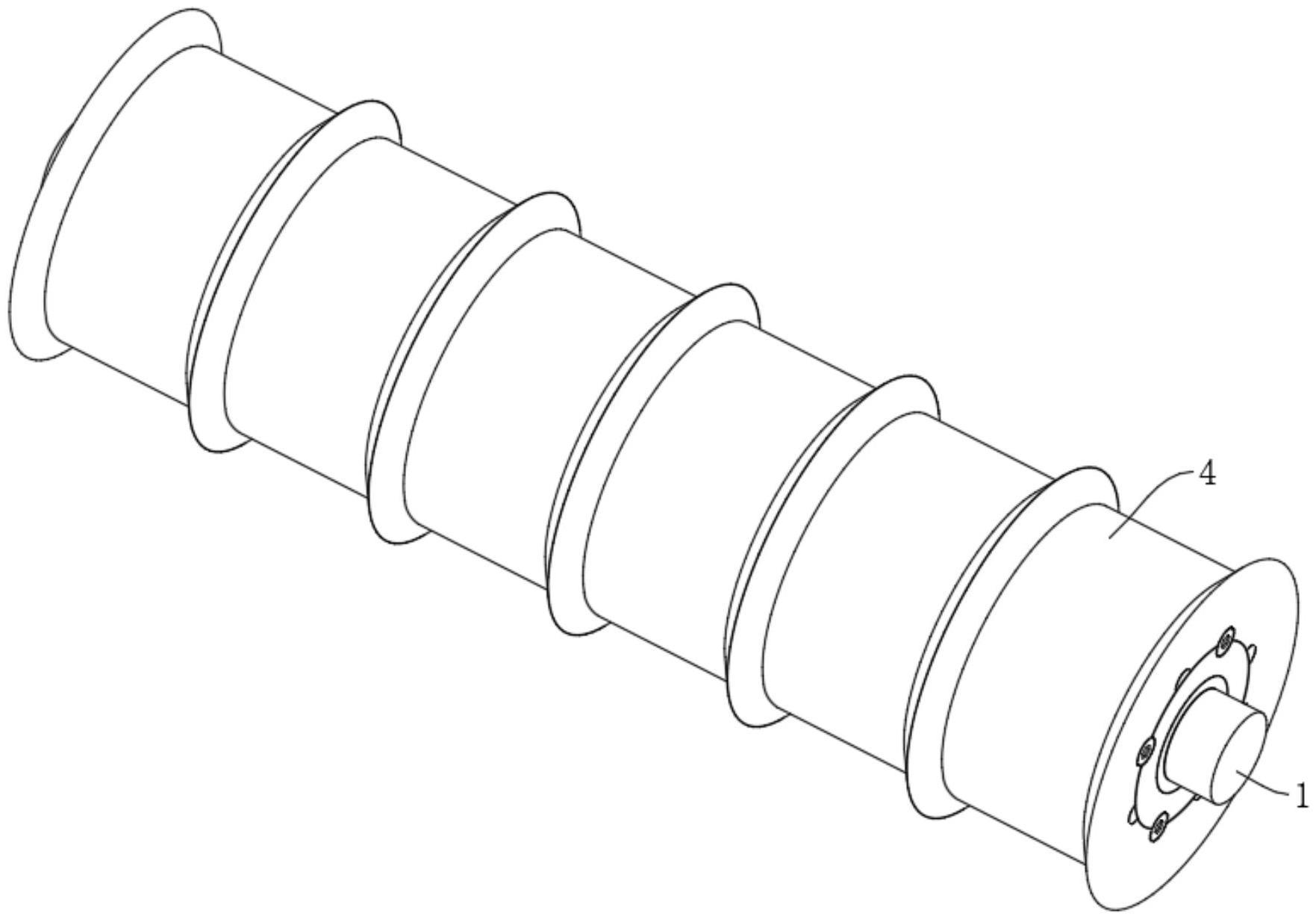
2、为实现上述目的,本实用新型提供如下技术方案:一种复合辊套组合式棒材对齐辊道,包括辊轴,所述辊轴的外侧设有辊套组件,所述辊套组件包括均套设在辊轴外侧的第一辊套、第二辊套、第三辊套和辊檐,所述第一辊套、第二辊套、第三辊套的两侧均设有辊檐,所述第一辊套、第二辊套和第三辊套的内壁均开设有限位槽,所述辊轴的外壁安装有位于限位槽内腔的限位杆,所述辊轴的一侧开设有螺纹槽,所述螺纹槽的内腔利用螺纹连接有螺栓,所述螺栓的帽檐与辊檐接触。
3、作为本实用新型的进一步改进,所述辊套组件还包括弧形槽和圆环,所述第三辊套靠近辊轴中心的一侧开设有弧形槽,所述辊轴外壁的中部套接有位于弧形槽内腔的圆环。
4、作为本实用新型的进一步改进,所述圆环的两侧设有呈对称分布的第一辊套、第二辊套、第三辊套和限位杆。
5、作为本实用新型的进一步改进,所述圆环的厚度等于两个弧形槽厚度之和。
6、作为本实用新型的进一步改进,所述限位杆和限位槽的侧截面呈半圆形状。
7、作为本实用新型的进一步改进,所述第一辊套、第二辊套、第三辊套和辊檐的外侧均覆盖一层等离子熔覆的耐磨金属层。
8、与现有技术相比,本实用新型的有益效果是:
9、1、该复合辊套组合式棒材对齐辊道,通过辊筒的外侧设有第一辊套、第二辊套和第三辊套,且第一辊套、第二辊套、辊檐和第三辊套利用螺栓固定在辊筒上,将整个铸铁件分成第一辊套、第二辊套、第三辊套和辊檐,在磨损不均时只需更换磨损的辊套和辊檐即可,互换性较高,与现有技术整体更换相比降低成本,节约资源,且便于组装,适用范围广。
10、2、该复合辊套组合式棒材对齐辊道,通过辊筒的外侧设有弧形槽和圆环,便于将辊筒两侧的第一辊套、第二辊套和第三辊套分隔开来,在辊筒一侧的辊套损坏时,另一侧的第一辊套、第二辊套和第三辊套可以稳稳的固定在辊筒的外侧上,提高了更换辊套的效率。
技术特征:
1.一种复合辊套组合式棒材对齐辊道,包括辊轴(1),其特征在于,所述辊轴(1)的外侧设有辊套组件(4),所述辊套组件(4)包括均套设在辊轴(1)外侧的第一辊套(41)、第二辊套(42)、第三辊套(43)和辊檐(49),所述第一辊套(41)、第二辊套(42)、第三辊套(43)的两侧均设有辊檐(49),所述第一辊套(41)、第二辊套(42)和第三辊套(43)的内壁均开设有限位槽(44),所述辊轴(1)的外壁安装有位于限位槽(44)内腔的限位杆(46),所述辊轴(1)的一侧开设有螺纹槽(45),所述螺纹槽(45)的内腔利用螺纹连接有螺栓(410),所述螺栓(410)的帽檐与辊檐(49)接触。
2.根据权利要求1所述的一种复合辊套组合式棒材对齐辊道,其特征在于,所述辊套组件(4)还包括弧形槽(47)和圆环(48),所述第三辊套(43)靠近辊轴(1)中心的一侧开设有弧形槽(47),所述辊轴(1)外壁的中部套接有位于弧形槽(47)内腔的圆环(48)。
3.根据权利要求2所述的一种复合辊套组合式棒材对齐辊道,其特征在于,所述圆环(48)的两侧设有呈对称分布的第一辊套(41)、第二辊套(42)、第三辊套(43)和限位杆(46)。
4.根据权利要求2所述的一种复合辊套组合式棒材对齐辊道,其特征在于,所述圆环(48)的厚度等于两个弧形槽(47)厚度之和。
5.根据权利要求1所述的一种复合辊套组合式棒材对齐辊道,其特征在于,所述限位杆(46)和限位槽(44)的侧截面呈半圆形状。
6.根据权利要求1所述的一种复合辊套组合式棒材对齐辊道,其特征在于,所述第一辊套(41)、第二辊套(42)、第三辊套(43)和辊檐(49)的外侧均覆盖一层等离子熔覆的耐磨金属层。
技术总结
本技术涉及轧钢技术领域,公开了一种复合辊套组合式棒材对齐辊道,包括辊轴,所述辊轴的外侧设有辊套组件,所述辊套组件包括均套设在辊轴外侧的第一辊套、第二辊套、第三辊套和辊檐,所述第一辊套、第二辊套、第三辊套的两侧均设有辊檐,所述第一辊套、第二辊套和第三辊套的内壁均开设有限位槽。通过辊筒的外侧设有第一辊套、第二辊套和第三辊套,且第一辊套、第二辊套、辊檐和第三辊套利用螺栓固定在辊筒上,将整个铸铁件分成第一辊套、第二辊套、第三辊套和辊檐,在磨损不均时只需更换磨损的辊套和辊檐即可,互换性较高,与现有技术整体更换相比降低成本,节约资源,且便于组装,适用范围广。
技术研发人员:祝文国
受保护的技术使用者:河北恒韧增材制造有限公司
技术研发日:20230207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!