一种直缝焊管焊缝防偏装置的制作方法
本技术涉及直缝焊管生产,具体为一种直缝焊管焊缝防偏装置。
背景技术:
1、直缝焊管是用热轧或冷轧钢板或钢带卷焊制成的钢管在焊接设备上进行直缝焊接得到的管子,直缝焊管在生产的过程中,需要进行焊接,在焊接加工时,由于焊管的焊缝容易发生偏移,导致废品增加,影响了生产的合格率,因此需要借助防偏装置辅助焊接。
2、1、一般的防偏装置结构较为复杂,在对焊管进行焊接时,两组焊管的同步率得不到保证,因此亟需改进;2、在安装焊管时,一般采用摩擦力对焊管进行固定,该方式固定效果不佳,而且难以适配于不同尺寸的焊管,存在一定的局限性;3、在使用防偏装置时,难以快速将焊管调整至中心位置处,因此给焊接工作造成了不便。
技术实现思路
1、本实用新型的目的在于提供一种直缝焊管焊缝防偏装置,以解决上述背景技术中提出的问题。
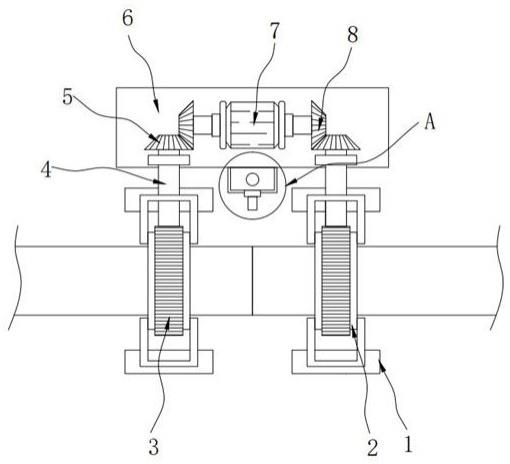
2、为实现上述目的,本实用新型提供如下技术方案:一种直缝焊管焊缝防偏装置,包括支架、环套、蜗轮圈、蜗杆和双轴电机,所述环套设置在支架之间,环套与支架转动连接,所述蜗轮圈固定在环套的外壁上,所述蜗杆设置在环套的下方,蜗杆与蜗轮圈相互啮合,所述支架的一侧设置有驱动座,所述双轴电机安装在驱动座的顶端,且所述双轴电机的输出端安装有第二锥齿。
3、优选的,所述环套的内壁上皆设置有等间距的驱动槽,且所述驱动槽的内部安装有伸缩杆,并且所述伸缩杆的输出端固定有夹块,夹块的表面设置有弧面,便于对焊管进行夹持固定,而且可适配于不同尺寸的焊管。
4、优选的,所述蜗杆下方的支架内部设置有弧形托,弧形托与蜗杆紧密贴合,便于对蜗杆进行支撑。
5、优选的,所述蜗杆的一端延伸至驱动座的上方并固定有第一锥齿,第一锥齿与第二锥齿相互啮合,用于第二锥齿的传动工作。
6、优选的,所述驱动座的一侧安装有控制器,且所述控制器的顶端安装有开关,便于控制激光灯的打开或关闭。
7、优选的,所述控制器一侧的外壁上安装有激光灯,便于发出激光线束,以便快速将焊管调整至中心位置处。
8、与现有技术相比,本实用新型的有益效果是:该直缝焊管焊缝防偏装置不仅结构简单,同步率高,防偏效果好,对焊管的固定效果好,可适用于不同尺寸的焊管,而且可快速将焊管调整至中心位置处,使用方便;
9、(1)通过设置有环套、蜗轮圈、蜗杆、第一锥齿、双轴电机、第二锥齿,启动双轴电机使其驱动第二锥齿旋转,第二锥齿通过第一锥齿带动蜗杆转动,蜗杆通过蜗轮圈驱动环套转动,两组环套同步同向转动,使得两组焊管同步旋转,该装置结构简单,同步率高,防偏效果好,从而改善了焊接效果,进而保证了焊接合格率;
10、(2)通过设置有驱动槽、伸缩杆、夹块、弧面,伸缩杆驱动夹块使其向焊管移动直至将其夹紧固定,夹块表面弧面的设置提高了夹块与焊管之间的贴合度,该固定方式不仅操作便捷,焊管的固定效果好,而且可适用于不同尺寸的焊管;
11、(3)通过设置有控制器、开关、激光灯,打开开关使得控制器控制激光灯发出激光线束,激光线束的位置即为中心线位置处,根据激光线束即可快速将焊管调整至中心位置处,从而为焊接工作提供了便利。
技术特征:
1.一种直缝焊管焊缝防偏装置,其特征在于,包括支架(1)、环套(2)、蜗轮圈(3)、蜗杆(4)和双轴电机(7),所述环套(2)设置在支架(1)之间,环套(2)与支架(1)转动连接,所述蜗轮圈(3)固定在环套(2)的外壁上,所述蜗杆(4)设置在环套(2)的下方,蜗杆(4)与蜗轮圈(3)相互啮合,所述支架(1)的一侧设置有驱动座(6),所述双轴电机(7)安装在驱动座(6)的顶端,且所述双轴电机(7)的输出端安装有第二锥齿(8)。
2.根据权利要求1所述的一种直缝焊管焊缝防偏装置,其特征在于:所述环套(2)的内壁上皆设置有等间距的驱动槽(9),且所述驱动槽(9)的内部安装有伸缩杆(10),并且所述伸缩杆(10)的输出端固定有夹块(11),夹块(11)的表面设置有弧面(12)。
3.根据权利要求1所述的一种直缝焊管焊缝防偏装置,其特征在于:所述蜗杆(4)下方的支架(1)内部设置有弧形托,弧形托与蜗杆(4)紧密贴合。
4.根据权利要求1所述的一种直缝焊管焊缝防偏装置,其特征在于:所述蜗杆(4)的一端延伸至驱动座(6)的上方并固定有第一锥齿(5),第一锥齿(5)与第二锥齿(8)相互啮合。
5.根据权利要求1所述的一种直缝焊管焊缝防偏装置,其特征在于:所述驱动座(6)的一侧安装有控制器(13),且所述控制器(13)的顶端安装有开关(14)。
6.根据权利要求5所述的一种直缝焊管焊缝防偏装置,其特征在于:所述控制器(13)一侧的外壁上安装有激光灯(15)。
技术总结
本技术公开了一种直缝焊管焊缝防偏装置,包括支架、环套、蜗轮圈、蜗杆和双轴电机,所述环套设置在支架之间,环套与支架转动连接,所述环套的内壁上皆设置有等间距的驱动槽,且驱动槽的内部安装有伸缩杆,并且伸缩杆的输出端固定有夹块,夹块的表面设置有弧面,所述蜗轮圈固定在环套的外壁上,所述蜗杆设置在环套的下方,蜗杆与蜗轮圈相互啮合,所述支架的一侧设置有驱动座,所述双轴电机安装在驱动座的顶端,且所述双轴电机的输出端安装有第二锥齿。本技术不仅结构简单,同步率高,防偏效果好,对焊管的固定效果好,可适用于不同尺寸的焊管,而且可快速将焊管调整至中心位置处,使用方便。
技术研发人员:李志军,常姜,陈新,胡博
受保护的技术使用者:辽宁富世德高新科技发展有限公司
技术研发日:20230207
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!