一种电控单元散热片热整形模芯模具的制作方法
本技术涉及热整形,尤其涉及一种电控单元散热片热整形模芯模具。
背景技术:
1、散热片是一种给电器中的易发热电子元件散热的装置,多由铝合金,黄铜或青铜做成板状,片状,多片状等,如电脑中cpu中央处理器要使用相当大的散热片,电视机中电源管,行管,功放器中的功放管都要使用散热片。一般散热片在使用中要在电子元件与散热片接触面涂上一层导热硅脂,使元器件发出的热量更有效地传导到散热片上,再经散热片散发到周围空气中去。戴姆勒dcdc48v电控单元散热片用于pcb的散热,需与pcb贴合紧密,由此散热片的平面度要求提出了较高的要求,通常平面度需要做到0.3左右。
2、戴姆勒dcdc48v电控单元散热片最大壁厚9.35mm,壁厚结构不协调,高压压铸后会出现不稳定的收缩变形。当前一般的解决方法一方面是通过cnc机加工来保证平面度,此方式需要专业的cnc加工机床以及专业人员操作,成本较高,效率较低,且加工后需要清洗,干燥不及时容易发霉;另一方面,通过热整形使产品到达0.3平面度,但是当dcdc48v电控单元散热片高压压铸生产出的产品收缩过大时,整形出来产品不良率较大。
技术实现思路
1、本实用新型针对上述问题,至少解决其中一个,提出了一种电控单元散热片热整形模芯模具。
2、本实用新型采取的技术方案如下:
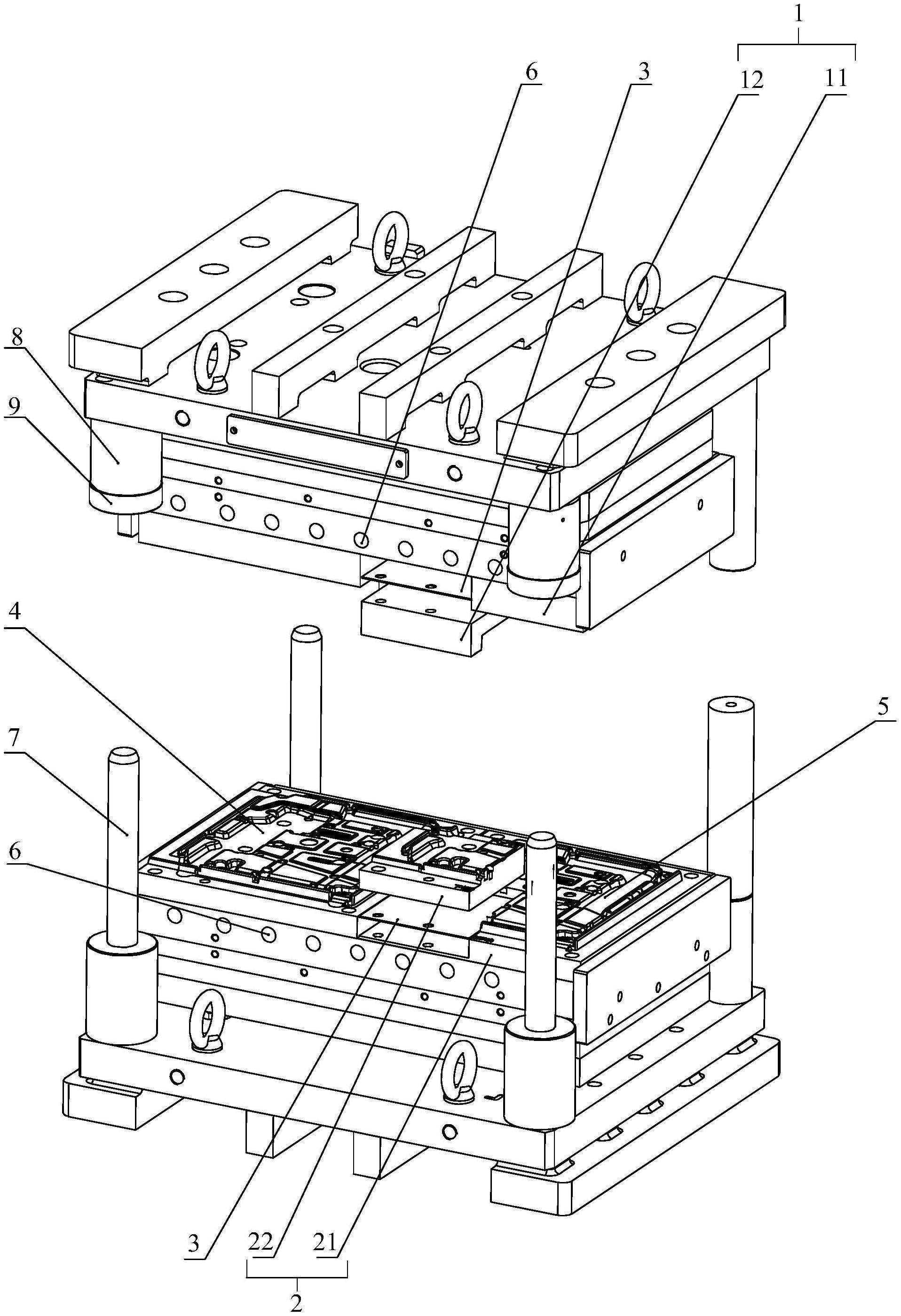
3、本申请提供一种电控单元散热片热整形模芯模具,包括上模具以及下模具,所述上模具与所述下模具相互扣合,所述上模具包括上模具本体以及第一镶块,所述第一镶块安装在所述上模具本体上,所述第一镶块相对于所述上模具本体的安装高度可调节;
4、所述下模具包括下模具本体以及第二镶块,所述第二镶块安装在所述下模具本体上,所述第二镶块相对于所述下模具本体的安装高度可调节。
5、实际使用时,所述第一镶块以及所述第二镶块分别设置在与电控单元散热片变形区域大的部位对应的位置。针对形变程度不同的电控单元散热片,通过调整第一镶块以及所述第二镶块的高度,对控制电控单元散热片收缩变化比较大的部位进行局部热整形处理,从而有效提高热整形的合格率。同时,相较于传统的机加工方式,热整形模具对镶块的设计,使得单件电控单元散热片的ct值降低,整体的生产效率提高,以及成本的降低。
6、进一步的,所述电控单元散热片热整形模芯模具还包括垫片,所述垫片设置在所述上模具本体与所述第一镶块之间,和\或所述下模具本体与所述第二镶块之间,所述垫片用于调整所述第一镶块和\或所述第二镶块的安装高度。
7、实际使用时,所述垫片的外形与镶块的外形相一致,所述垫片上设置有安装孔,通过安装孔与紧固件配合,实现将所述垫片与镶块连接在一起,以防止在热整形时垫片发生位移,所述垫片的数量以及厚度可以根据电控单元散热片收缩形变区域的形变大小或形变程度来设置,整形调整更加灵活。
8、实际使用时,所述垫片包括多种厚度,所述垫片的厚度在0.2~1.2mm之间。
9、实际使用时,可以将电控单元散热片热整形模芯模具与油压机等具有实现下压功能的设备相配合使用,以辅助电控单元散热片的热整形处理。
10、进一步的,所述第一镶块包括多个,所述第二镶块包括多个。
11、设置多个镶块用于分别对多个按电控单元散热片收缩变化较大的部位进行整形调整。
12、进一步的,所述第一镶块以及所述第二镶块上设置有安装孔,所述第一镶块以及所述第二镶块分别通过所述安装孔以及紧固件固定在所述上模具本体以及所述下模具本体上。
13、实际使用时,所述热整形模芯模具还包括模具底板,所述模具底板用于安装固定所述上模具以及所述下模具,所述第一镶块以及所述第二镶块也可以通过所述安装孔以及紧固件固定安装在模具底板上。
14、进一步的,所述上模具包括预热模块以及整形模块,所述下模具包括预热模块以及整形模块,所述预热模块与所述整形模块并列设置。
15、实际使用时,预热模块用于在将需要整形的电控单元散热片在整形前先进行预热处理,预热模块与所述整形模块并列设置,可以使预热处理和整形处理同时进行,从而提高热整形处理的效率。
16、进一步的,所述上模具的预热模块与所述下模具的预热模块扣合,形成预热腔,所述上模具的整形模块与所述下模具的整形模块扣合,形成整形腔。
17、预热腔用于放置需要被预热的电控单元散热片,整形腔用于放置需要被整形的电控单元散热片。
18、进一步的,所述电控单元散热片热整形模芯模具还包括加热源,所述加热源分别设置在所述上模具上方以及所述下模具的下方,用于对所述上模具以及所述下模具进行加热。
19、进一步的,所述加热源为加热铜管,所述加热铜管包括多个,分别间隔设置。
20、进一步的,所述上模具上设置有导柱,所述下模具上设置有导套,或者是,所述上模具上设置有导套,所述下模具上设置有导柱,所述导柱与所述导套滑动配合,用于引导所述上模具与所述下模具实现扣合。
21、所述导柱与所述导套滑动配合,便于减小所述上模具与所述下模具扣合时的阻力。
22、进一步的,所述导套上设置有缓冲件,所述缓冲件用于在所述上模具与所述下模具相互扣合时提供缓冲。
23、所述缓冲件的设置有利于在上模具与所述下模具扣合时提供缓冲以保护预热腔以及整形腔内在被预热处理或整形处理的电控单元散热片。
24、本实用新型的有益效果是:
25、(1)针对形变程度不同的电控单元散热片,通过调整第一镶块以及所述第二镶块的高度,对控制电控单元散热片收缩变化比较大的部位进行局部热整形处理,从而有效提高热整形的合格率。同时,相较于传统的机加工方式,热整形模具对镶块的设计,使得单件电控单元散热片的ct值降低,整体的生产效率提高,以及成本的降低。
26、(2)可以根据电控单元散热片收缩形变区域的形变大小或形变程度来选择所述垫片的数量以及厚度,整形调整更加灵活。
27、(3)预热模块与所述整形模块并列设置,可以使预热处理和整形处理同时进行,从而提高热整形处理的效率。
技术特征:
1.一种电控单元散热片热整形模芯模具,包括上模具以及下模具,所述上模具与所述下模具相互扣合,其特征在于,
2.如权利要求1所述的一种电控单元散热片热整形模芯模具,其特征在于,所述电控单元散热片热整形模芯模具还包括垫片,所述垫片设置在所述上模具本体与所述第一镶块之间,和\或所述下模具本体与所述第二镶块之间,所述垫片用于调整所述第一镶块和\或所述第二镶块的安装高度。
3.如权利要求1所述的一种电控单元散热片热整形模芯模具,其特征在于,所述第一镶块包括多个,所述第二镶块包括多个。
4.如权利要求1所述的一种电控单元散热片热整形模芯模具,其特征在于,所述第一镶块以及所述第二镶块上设置有安装孔,所述第一镶块以及所述第二镶块分别通过所述安装孔以及紧固件固定在所述上模具本体以及所述下模具本体上。
5.如权利要求1所述的一种电控单元散热片热整形模芯模具,其特征在于,所述上模具包括预热模块以及整形模块,所述下模具包括预热模块以及整形模块,所述预热模块与所述整形模块并列设置。
6.如权利要求5所述的一种电控单元散热片热整形模芯模具,其特征在于,所述上模具的预热模块与所述下模具的预热模块扣合,形成预热腔,所述上模具的整形模块与所述下模具的整形模块扣合,形成整形腔。
7.如权利要求1所述的一种电控单元散热片热整形模芯模具,其特征在于,所述电控单元散热片热整形模芯模具还包括加热源,所述加热源分别设置在所述上模具上方以及所述下模具的下方,用于对所述上模具以及所述下模具进行加热。
8.如权利要求7所述的一种电控单元散热片热整形模芯模具,其特征在于,所述加热源为加热铜管,所述加热铜管包括多个,分别间隔设置。
9.如权利要求1所述的一种电控单元散热片热整形模芯模具,其特征在于,所述上模具上设置有导柱,所述下模具上设置有导套,或者是,所述上模具上设置有导套,所述下模具上设置有导柱,所述导柱与所述导套滑动配合,用于引导所述上模具与所述下模具实现扣合。
10.如权利要求9所述的一种电控单元散热片热整形模芯模具,其特征在于,所述导套上设置有缓冲件,所述缓冲件用于在所述上模具与所述下模具相互扣合时提供缓冲。
技术总结
本申请公开了一种电控单元散热片热整形模芯模具,包括上模具以及下模具,上模具与下模具相互扣合,上模具包括上模具本体以及第一镶块,第一镶块安装在上模具本体上,第一镶块相对于上模具本体的安装高度可调节;下模具包括下模具本体以及第二镶块,第二镶块安装在下模具本体上,第二镶块相对于下模具本体的安装高度可调节。实际使用时,针对形变程度不同的电控单元散热片,通过调整第一镶块以及第二镶块的高度,对控制电控单元散热片收缩变化比较大的部位进行局部热整形处理,从而有效提高热整形的合格率。同时,热整形模具对镶块的设计,使得单件电控单元散热片的CT值降低,整体的生产效率提高,以及成本的降低。
技术研发人员:王承永,王风云,陈帅
受保护的技术使用者:宁波海威汽车零件股份有限公司
技术研发日:20230117
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!