一种型材伺服夹具的制作方法
本技术涉及型材夹具领域,尤其涉及一种型材伺服夹具。
背景技术:
1、为了避免型材在加工过程中产生窜动,型材加工用机床上均设置有专用的伺服夹具,对型材起到可靠的定位。
2、授权公告号为cn113814744a的发明专利,公开了一种门窗铝型材钻铣、划线复合加工中心,其中公开了一种伺服夹具的结构,如附图1所示,包括夹具座,夹具座上设置有直线导轨,直线导轨滑块连接有连接板,连接板连接侧压紧气缸,且通过侧压紧气缸驱动移动,连接板的上方设置有侧压紧机构,夹具座在侧压紧机构的对应侧设置有后定位板,实现对工件的横向夹紧,夹具座的上方设置有下定位板,下定位板的上方设置有对应的上压紧装置,上压紧装置通过上压紧气缸驱动移动能够与下定位板实现对工件的纵向夹紧,连接板的内侧还设置有侧压紧机构伸缩气缸,能够带动侧压紧机构上下移动。
3、该伺服夹具虽然能够对型材的纵向和横向方向实现夹紧,避免型材在加工过程中打滑,但由于其侧压紧气缸采用水平布置的方式,并且为了避免侧压紧气缸在使用时与其他物体产生干涉碰撞,将其布置在夹具座内侧,这样大大占用了侧压紧机构的水平移动行程,导致该伺服夹具无法夹持较宽的型材,适用范围较小,影响了型材加工用机床的加工范围。
技术实现思路
1、为了克服上述现有技术中伺服夹具的适用范围较窄无法装夹较宽型材的问题,本实用新型提供了一种型材伺服夹具,具有较宽的装夹适用范围,适合较宽尺寸的型材装夹使用,不影响型材加工用机床的加工范围。
2、本实用新型为解决上述技术问题所采用的技术方案是:一种型材伺服夹具,包括支撑件,所述支撑件的两端分别设置有前定位件和后定位件,所述后定位件能够在所述支撑件上移动,所述后定位件的移动方向与待加工型材的长度方向垂直,所述后定位件与连杆的一端可转动连接,所述连杆的另一端与摆臂的上端可转动连接,所述摆臂与所述夹具支座可转动连接,所述摆臂连接有第一驱动组件,所述第一驱动组件能够带动所述摆臂摆动。通过第一驱动组件驱动摆臂摆动,通过连杆带动后定位件水平移动,第一驱动组件、摆臂和连杆均不占用后定位件的移动空间,能够使后定位件沿支撑件的全长进行移动,夹持范围较大,适合夹持较宽的型材使用。
3、进一步的,所述第一驱动组件包括驱动电机,所述驱动电机采用伺服电机,所述驱动电机设置在所述夹具支座上,所述驱动电机连接有驱动齿轮,所述驱动齿轮与从动齿轮啮合,所述从动齿轮设置在所述摆臂上,所述摆臂的下端设置有转轴,所述转轴可转动地设置在所述夹具支座上,所述从动齿轮与所述转轴同轴设置。通过驱动电机和齿轮组件的配合驱动摆臂转动,能够准确控制摆臂的转动角度,进而实现对后定位件装夹位置的精准控制。
4、进一步的,所述第一驱动组件包括驱动气缸,所述驱动气缸与所述前定位件位于所述夹具支座的同一端或相对两端,所述驱动气缸包括缸体和活塞杆,所述活塞杆与所述摆臂铰接,所述缸体上铰接有支座,所述支座用于与夹具支座连接。通过将驱动气缸设置在夹具支座的一端,减少本伺服夹具沿型材长度方向的尺寸,减少对加工空间的占用,能够在同样长的床身上设置更多的夹具,以提升对型材的支撑。
5、进一步的,所述驱动气缸倾斜设置,所述活塞杆与所述摆臂的中部铰接,所述摆臂的下端与所述夹具支座铰接。通过将驱动气缸倾斜设置能够进一步减少驱动气缸的空间占用,减少与其他物体产生碰撞干涉。
6、进一步的,所述夹具支座上设置有上压件,所述上压件能够沿竖直方向往复移动,所述上压件与所述支撑件相对设置。通过上压件与支撑件的配合能够对型材的高度方向上进行定位,提升装夹可靠性。
7、进一步的,所述支撑件的一端还设置有第二定位件,所述第二定位件与所述前定位件位于所述支撑件的同一端,所述第二定位件与所述前定位件齐平,所述第二定位件连接有第二驱动件,所述第二定位件能够沿竖直方向往复移动,所述第二定位件能够高于所述前定位件。通过第二定位件能够防止较高的型材在装夹定位时发生偏转造成倾斜,无法准确可靠定位,进一步提升本夹具的适用范围。
8、进一步的,所述支撑件的一侧水平设置有运料托辊,所述运料托辊连接有第三驱动件,所述运料托辊能够沿竖直方向往复移动,所述运料托辊能够高于所述支撑件。通过可上下浮动的运料托辊能够将型材托起后运输,减少运输过程中的摩擦力和防止划伤。
9、进一步的,所述上压件、所述支撑件和所述运料托辊上均设置有防护层,所述防护层为橡胶材质。通过防护层减少对型材的摩擦和划伤。
10、进一步的,所述夹具支座底部设置有喷嘴,所述喷嘴与压缩气源连通。通过喷嘴能够对切屑进行及时清理,使本伺服夹具具备自清洁的功能。
11、从以上技术方案可以看出,本实用新型具有以下优点:
12、本方案提供了一种型材伺服夹具,通过第一驱动组件驱动摆臂摆动,通过连杆带动后定位件水平移动,第一驱动组件、摆臂和连杆均不占用后定位件的移动空间,能够使后定位件沿支撑件的全长进行移动,夹持范围较大,适合夹持较宽的型材使用;通过驱动电机和齿轮组件的配合驱动摆臂转动,能够准确控制摆臂的转动角度,进而实现对后定位件装夹位置的精准控制;通过将驱动气缸设置在夹具支座的一端,减少本伺服夹具沿型材长度方向的尺寸,减少对加工空间的占用,能够在同样长的床身上设置更多的夹具,以提升对型材的支撑;通过将驱动气缸倾斜设置能够进一步减少驱动气缸的空间占用,减少与其他物体产生碰撞干涉;通过第二定位件能够防止较高的型材在装夹定位时发生偏转造成倾斜,无法准确可靠定位,进一步提升本夹具的适用范围;通过可上下移动的运料托辊能够将型材托起后运输,减少运输过程中的摩擦力和防止划伤;通过喷嘴能够对切屑进行及时清理,使本伺服夹具具备自清洁的功能。
技术特征:
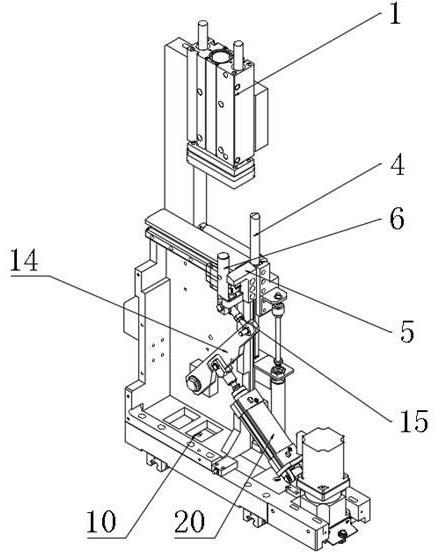
1.一种型材伺服夹具,包括夹具支座(10),夹具支座(10)上设置有支撑件(16),支撑件(16)的两端分别设置有前定位件(5)和后定位件(6),后定位件(6)能够在支撑件(16)上移动,后定位件(6)的移动方向与待加工型材的长度方向垂直,其特征在于,后定位件(6)与连杆(15)的一端可转动连接,连杆(15)的另一端与摆臂(14)的上端可转动连接,摆臂(14)与夹具支座(10)可转动连接,摆臂(14)连接有第一驱动组件,第一驱动组件能够带动摆臂(14)摆动。
2.如权利要求1所述的型材伺服夹具,其特征在于,第一驱动组件包括驱动电机(11),驱动电机(11)采用伺服电机,驱动电机(11)设置在夹具支座(10)上,驱动电机(11)连接有驱动齿轮,驱动齿轮与从动齿轮(13)啮合,从动齿轮(13)设置在摆臂(14)上,摆臂(14)的下端设置有转轴(12),转轴(12)可转动地设置在夹具支座(10)上,从动齿轮(13)与转轴(12)同轴设置。
3.如权利要求1所述的型材伺服夹具,其特征在于,第一驱动组件包括驱动气缸(20),驱动气缸(20)与前定位件(5)位于夹具支座(10)的同一端或相对两端,驱动气缸(20)包括缸体和活塞杆,活塞杆与摆臂(14)铰接,缸体上铰接有支座,支座与夹具支座(10)连接。
4.如权利要求3所述的型材伺服夹具,其特征在于,驱动气缸(20)倾斜设置,活塞杆与摆臂(14)的中部铰接,摆臂(14)的下端与夹具支座(10)铰接。
5.如权利要求1所述的型材伺服夹具,其特征在于,夹具支座(10)上设置有上压件(2),上压件(2)能够沿竖直方向往复移动,上压件(2)与支撑件(16)相对设置。
6.如权利要求1所述的型材伺服夹具,其特征在于,支撑件(16)的一端还设置有第二定位件(4),第二定位件(4)与前定位件(5)位于支撑件(16)的同一端,第二定位件(4)与前定位件(5)齐平,第二定位件(4)连接有第二驱动件(7),第二定位件(4)能够沿竖直方向往复移动,第二定位件(4)能够高于前定位件(5)。
7.如权利要求1所述的型材伺服夹具,其特征在于,支撑件(16)的一侧水平设置有运料托辊(18),运料托辊(18)连接有第三驱动件(19),运料托辊(18)能够沿竖直方向往复移动,运料托辊(18)能够高于支撑件(16)。
8.如权利要求7所述的型材伺服夹具,其特征在于,上压件(2)、支撑件(16)和运料托辊(18)上均设置有防护层(3),防护层(3)为橡胶材质。
9.如权利要求1所述的型材伺服夹具,其特征在于,夹具支座(10)底部设置有喷嘴(9),喷嘴(9)与压缩气源连通。
技术总结
本技术提供了一种型材伺服夹具,涉及型材夹具领域,采用的方案是:包括夹具支座,夹具支座上设置有支撑件,支撑件的两端分别设置有前定位件和后定位件,后定位件能够在支撑件上移动,后定位件的移动方向与待加工型材的长度方向垂直,其特征在于,后定位件与连杆的一端可转动连接,连杆的另一端与摆臂的上端可转动连接,摆臂与夹具支座可转动连接,摆臂连接有第一驱动组件,第一驱动组件能够带动摆臂摆动。本技术具有较宽的装夹适用范围,适合较宽尺寸的型材装夹使用,不影响型材加工用机床的加工范围。
技术研发人员:刘新海,尹言顺
受保护的技术使用者:济南天辰智能装备股份有限公司
技术研发日:20230210
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!