一种内螺母凸焊设备的制作方法
本技术涉及汽车零部件内螺母自动化焊接,具体为一种内螺母凸焊设备。
背景技术:
1、螺母电阻凸焊设备在汽车生产制造中广泛应用,在生产的过程中在电极压力下会产生焊核液体飞溅,降低焊接接头的性能,而当焊接压力过大时,接触凸点被过度压溃,会导致焊接接触面积大增,接触电阻急剧减小,使得用于熔化焊接的有效热量大幅度减小,导致焊接部位熔化较小,甚至不熔化,造成虚焊或焊接强度大幅度下降等问题。而对于焊接时间也有类似规律,焊接时间过短,熔化不充分,焊接不牢,焊接时间过长,则熔化区过大,会造成熔化液喷射、飞溅过大,会将焊渣流入螺纹区以及螺纹变形等问题。
2、因此,本实用新型针对以上问题,对现有的焊机加以改进,设计出特别的一种内螺母凸焊设备,提高焊接强度,改善产品质量
技术实现思路
1、为了解决上述技术问题,本实用新型提供了如下的技术方案:
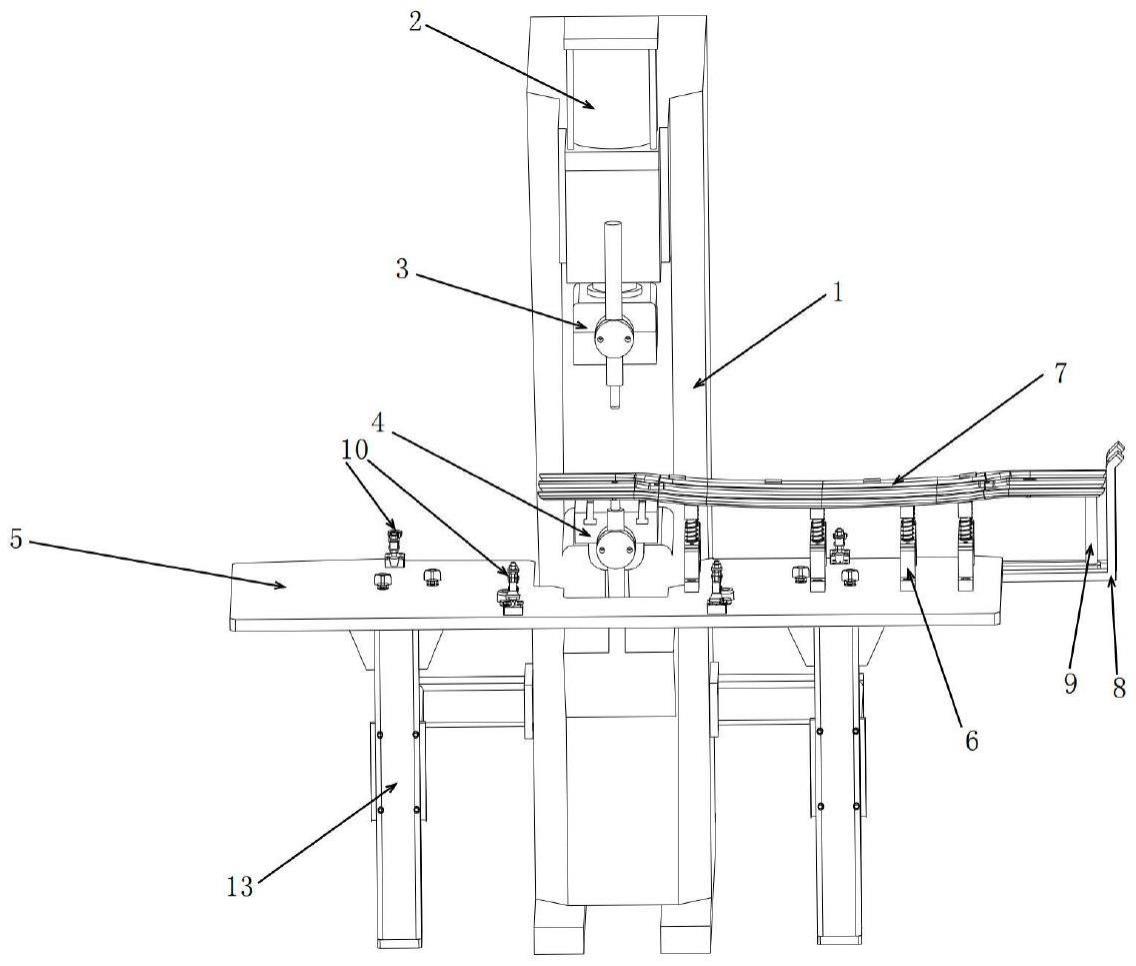
2、本实用新型一种内螺母凸焊设备,包括上下两个加压式焊头、焊接工作板、料台架,所述的料台架在敢接工作板的上方,所述的加压式焊头上带有气缸,所述的焊接工作板上设计有快速定位机构,所述的快速定位机构可以旋转活动,所述的料台架上设计有推料机构和台板,所述的台板下方设计有支撑架,所述的支撑架上设计有弹簧。
3、作为本实用新型的优选案例,所述的加压式焊头采用伺服加压,压力波形和加压速度更容易控制,使得焊接压力更加稳定。
4、进一步的,所述的快速定位机构带有夹嘴和磁性压块,所述的磁性压块的一极位于快速定位机构上,例外一极固定在焊接工作板上,可以快速压夹压紧所需要的加工的产品。
5、进一步的,所述的推料机构上带有定位柱,可以定位产品所需加工的孔。
6、进一步的,所述的推料机构上还带有外形限位柱,可以固定产品在推动和焊接的过程中不产生位移。
7、进一步的,所述支撑架的下方为”几”字形工装,弹簧安装在该工装的上面,在焊机伺服加压的时候可以更好形成缓冲作用。
8、进一步的,所述的加压式焊头分为两个,上面为x轴,下面为y轴,所述的加压式焊头的上下模上设计有工装限位孔,此工装限位孔可以使x、y两个方向均可以限位。
9、进一步的,所述焊接工作板下方带有固定架。
10、本实用新型的有益效果是:
11、1、该一种内螺母凸焊设备,通过才用伺服加压式凸焊焊头加下方的可缓冲的料台架组合,焊接时候的压力更加稳定;
12、2、该一种内螺母凸焊设备,通过设置支撑架、定位柱、外形限位柱和快速定位机构上的夹嘴压紧设计,能有效的防止工件产生左右位移的现象,从而提升了焊接运行时工件的稳定性。
技术特征:
1.一种内螺母凸焊设备,其特征在于,所述设备包括上下两个对称加压式焊头、焊接工作板、料台架,所述的料台架在敢接工作板的上方,所述的加压式焊头上带有气缸,所述的焊接工作板上设计有快速定位机构,所述的料台架上设计有推料机构和台板,所述的台板下方设计有支撑架,所述的支撑架上设计有弹簧。
2.根据权利要求1所述的一种内螺母凸焊设备,其特征在于,所述的快速定位机构带有夹嘴和磁性压块,可以快速压夹压紧所需要的加工的产品。
3.根据权利要求1所述的一种内螺母凸焊设备,其特征在于,所述的推料机构上带有定位柱,可以定位产品所需加工的孔。
4.根据权利要求1所述的一种内螺母凸焊设备,其特征在于,所述的推料机构上还带有外形限位柱,可以固定产品在推动和焊接的过程中不产生位移。
5.根据权利要求1所述的一种内螺母凸焊设备,其特征在于,所述支撑架所述支撑架的下方为”几”字形工装,所述的弹簧安装在该工装的上面。
6.根据权利要求1所述的一种内螺母凸焊设备,其特征在于,所述的加压式焊头分为两个,上面为x轴,下面为y轴,所述加压式焊头的上下模上设计有工装限位孔,此工装限位孔可以使x、y两个方向均可以限位。
7.根据权利要求1所述的一种内螺母凸焊设备,其特征在于,所述焊接工作板下方带有固定架。
技术总结
本技术公开了一种内螺母凸焊设备,包括加压式焊头、焊接工作板、料台架,所述的加压式焊头为上下对称的伺服加压,所述的焊接工作台上有快速定位机构,所述的料台架设计有推料机构和台架,本技术所提供的一种内螺母凸焊设备,解决了汽车生产企业在凸焊的过程中出现虚焊、螺纹变形、焊接费减等问题,提高的产品质量和生产效率。
技术研发人员:寻璋,熊志,刘安炎,谭世民
受保护的技术使用者:珠海市玛斯特汽车零部件有限公司
技术研发日:20230213
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!