深孔加工精铰一体钻头的制作方法
本技术涉及一种钻头,尤其涉及一种深孔加工精铰一体钻头。
背景技术:
1、现有的深孔钻头,一般包括刃部、槽部以及设置于刃部、槽部的排屑槽,具有以下缺点:1.钻头的钻尖处容屑空间比较小,不利于排屑,造成周刃积屑,影响孔壁的光洁度;2.普通钻尖的后刀面为平面,钻尖容易因粘屑导致崩缺,不耐磨损;因而,常规的深孔钻在加工时,经常会遇到因排屑问题、磨损问题导致停止加工;此外,由于深孔加工时,切削液不能使钻尖切削部位及时降温,在高温加工的环境下,钻尖容易产生粘屑,排屑不畅,因此,导致钻尖的切削力降低,最终会造成钻尖磨损快、断刀等问题。
技术实现思路
1、本实用新型的目的在于提供一种深孔加工精铰一体钻头,其可解决深孔钻头排屑困难、磨损快、钻孔后孔壁光洁度差等问题。
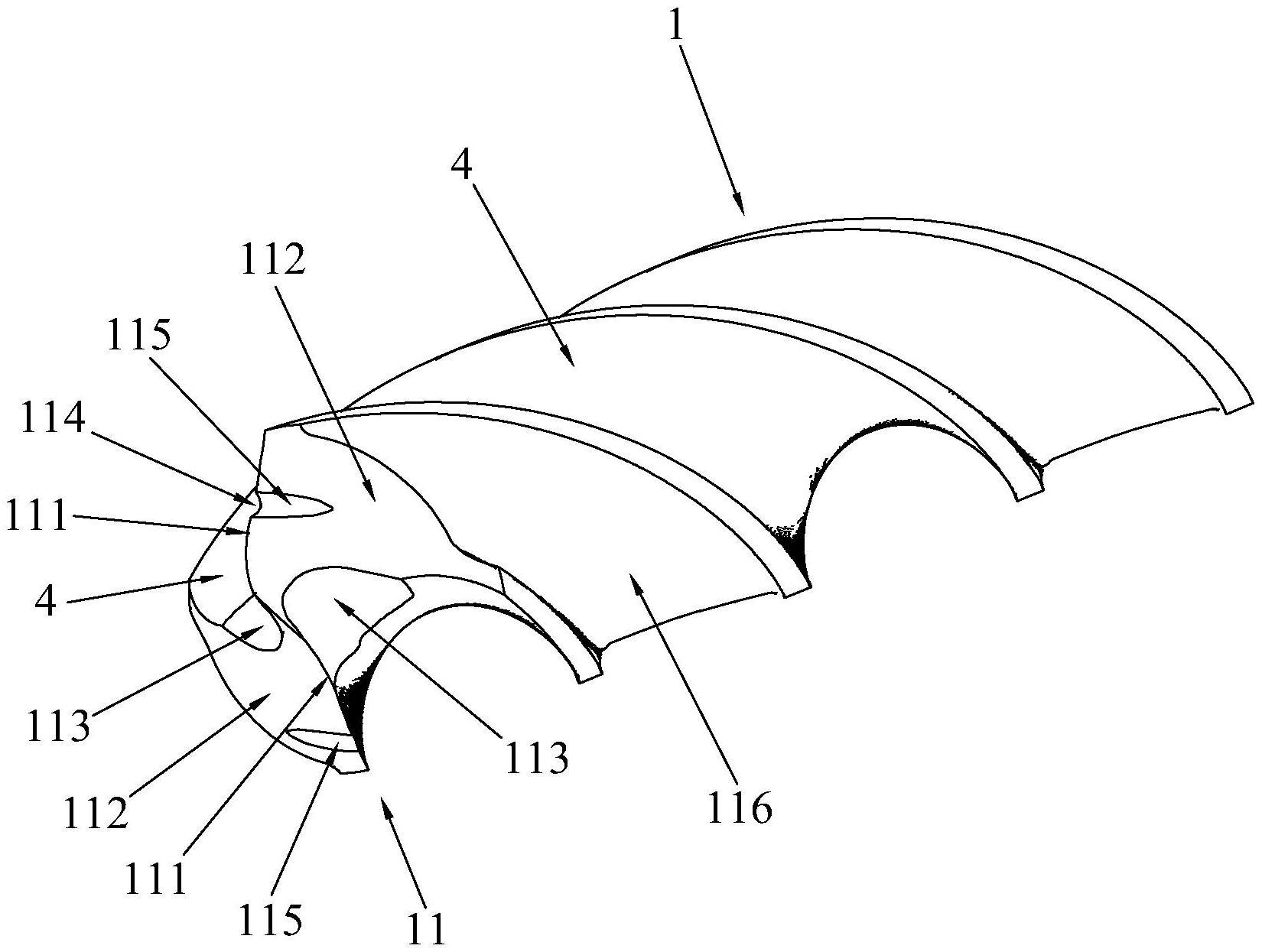
2、为了实现上述目的,本实用新型提供的深孔加工精铰一体钻头包括刃部、槽部、柄部及围绕中心轴对称地设置的排屑槽,所述排屑槽从所述刃部的钻尖的端面螺旋地延伸到所述槽部;所述钻尖围绕中心轴对称地设有主切削刃;所述钻尖的后刀面为圆弧面;所述排屑槽靠近所述钻尖的一端设有与其连接的容屑槽,所述容屑槽的底部呈圆弧结构,且所述容屑槽的深度从所述钻尖的一端向所述排屑槽方向逐渐变小。
3、与现有技术相比,由于本实用新型通过在所述排屑槽靠近所述钻尖的一端设有容屑槽,从而可以增大钻头在开始切削时的容屑能力,并且使所述容屑槽与所述排屑槽连接,其深度从所述钻尖的一端向所述排屑槽方向逐渐变小,因此,在切削时,所述容屑槽可以迅速将切屑引导到所述排屑槽内,从而保证钻头对切屑的排屑性能。因而,这样可以使得钻尖处不会发生积屑,进而有效避免切屑因停留在钻尖处而影响孔壁的光洁度。另外,通过将钻尖的后刀面设成圆弧面,使得切屑不容易粘在钻尖上,提升钻尖的散热性能,因而;钻尖不容易崩缺,耐磨损。
4、较佳地,所述主切削刃上设有凹口,所述凹口沿所述后刀面延伸且在所述后刀面上形成断屑槽。通过在主切削刃设置一凹口,使得所述主切削刃断开,从而在切削时使切屑分成宽度较小的两条或以上,切屑变小,可以使得排屑更加顺畅,并且不会滞留在所述主切削刃附近,因而,不会将孔壁刮伤,有效提高的孔壁光洁度。
5、具体地,其中一所述凹口的外断屑点到所述刃部的外周圆的距离大于另一所述凹口的内断屑点到所述刃部的外周圆的距离。这样可以形成钻尖闭环,使钻出来的孔底面平整光滑。
6、具体地,所述断屑槽的深度从所述主切削刃一端到另一端逐渐变小。
7、具体地,所述断屑槽的底部呈圆弧结构。
8、具体地,所述断屑槽两侧的刃边之间形成夹角。
9、具体地,所述断屑槽的后角小于所述后刀面的后角。这样可以有效提升钻尖的散热能力。
10、较佳地,所述刃部的外侧壁围绕中心轴对称地设有分度槽,所述分度槽从所述钻尖的一端螺旋地延伸到所述刃部的另一端。通过设置所述分度槽,使得切削不容易发生卷屑,从而提高排屑性能,排屑更加顺畅。
11、具体地,所述分度槽的深度从靠近所述主切削刃的一侧到另一侧逐渐增大。这样可以进一步提高排屑性能,使排屑更加顺畅。
12、较佳地,所述深孔加工精铰一体钻头的芯圆的直径从所述刃部到所述槽部呈逐渐增大。这样可以进一步提高钻头的切削力,进而提升钻孔性能。
技术特征:
1.一种深孔加工精铰一体钻头,包括刃部、槽部、柄部及围绕中心轴对称地设置的排屑槽,所述排屑槽从所述刃部的钻尖的端面螺旋地延伸到所述槽部;所述钻尖围绕中心轴对称地设有主切削刃;其特征在于:所述钻尖的后刀面为圆弧面;所述排屑槽靠近所述钻尖的一端设有与其连接的容屑槽,所述容屑槽的底部呈圆弧结构,且所述容屑槽的深度从所述钻尖的一端向所述排屑槽方向逐渐变小。
2.如权利要求1所述的深孔加工精铰一体钻头,其特征在于:所述主切削刃上设有凹口,所述凹口沿所述后刀面延伸且在所述后刀面上形成断屑槽。
3.如权利要求2所述的深孔加工精铰一体钻头,其特征在于:其中一所述凹口的外断屑点到所述刃部的外周圆的距离大于另一所述凹口的内断屑点到所述刃部的外周圆的距离。
4.如权利要求2所述的深孔加工精铰一体钻头,其特征在于:所述断屑槽的深度从所述主切削刃一端到另一端逐渐变小。
5.如权利要求2所述的深孔加工精铰一体钻头,其特征在于:所述断屑槽的底部呈圆弧结构。
6.如权利要求2所述的深孔加工精铰一体钻头,其特征在于:所述断屑槽两侧的刃边之间形成夹角。
7.如权利要求2所述的深孔加工精铰一体钻头,其特征在于:所述断屑槽的后角小于所述后刀面的后角。
8.如权利要求1所述的深孔加工精铰一体钻头,其特征在于:所述刃部的外侧壁围绕中心轴对称地设有分度槽,所述分度槽从所述钻尖的一端螺旋地延伸到所述刃部的另一端。
9.如权利要求8所述的深孔加工精铰一体钻头,其特征在于:所述分度槽的深度从靠近所述主切削刃的一侧到另一侧逐渐增大。
10.如权利要求1所述的深孔加工精铰一体钻头,其特征在于:所述深孔加工精铰一体钻头的芯圆的直径从所述刃部到所述槽部呈逐渐增大。
技术总结
本技术公开一种深孔加工精铰一体钻头,包括刃部、槽部、柄部及围绕中心轴对称地设置的排屑槽,所述排屑槽从所述刃部的钻尖的端面螺旋地延伸到所述槽部;所述钻尖围绕中心轴对称地设有主切削刃;所述钻尖的后刀面为圆弧面;所述排屑槽靠近所述钻尖的一端设有与其连接的容屑槽,所述容屑槽的底部呈圆弧结构,且所述容屑槽的深度从所述钻尖的一端向所述排屑槽方向逐渐变小。本技术深孔加工精铰一体钻头可解决深孔钻头排屑困难、磨损快、钻孔后孔壁光洁度差等问题。
技术研发人员:卢文根,陈历军,曾磊
受保护的技术使用者:广东鼎泰高科技术股份有限公司
技术研发日:20230210
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!