一种螺柱焊接工装系统的制作方法
本技术涉及汽车制造,具体地,涉及一种螺柱焊接工装系统。
背景技术:
1、随着汽车智能网联化的发展,整车的功能多样化和定制化需求逐渐成为趋势,对于定制车辆来说,焊装车身需根据不同的定制需求焊接不同数量和位置的螺柱。一般情况下车间工人需根据作业标准书进行螺柱焊接作业,根据车身焊接说明中标记的螺柱焊接位置在车身上焊接螺柱,螺柱的焊接效果完全取决于焊接工人的熟练程度,这种作业方式容易造成错焊、漏焊、焊接不良或螺柱焊接位置与标记位置误差过大的现象,影响车身品质和作业效率。为了解决人工作业时螺柱定位不准确,容易造成错焊、漏焊的问题,采用了多种技术手段,如现有的一种汽车白车身地板上的螺柱焊定位工装,包括工装夹具,工装夹具包括螺柱套筒装置、翻转机构、调整l块、第二驱动装置、定位块、限位块、连接板、安装座、第一驱动装置,第二驱动装置通过翻转机构与螺柱套筒装置相连,调整l块安装在翻转机构与螺柱套筒装置之间,第一驱动装置安装在安装座上,第一驱动装置与连接板相连,连接板上安装有定位块、限位块,定位块位于螺柱套筒装置下方。该方案通过机械定位的方式来对汽车白车身地板上的螺柱进行焊接,螺柱定位更加准确,焊接效果更好。但是该方案中的螺柱套筒装置在进行焊接时难以排出焊枪产生的焊渣,使焊渣堆积在螺柱套筒内,影响焊枪的焊接效果。
技术实现思路
1、本实用新型为解决上述现有技术方案中螺柱套筒装置在进行焊接时难以排出焊枪产生的焊渣,使焊渣堆积在螺柱套筒内的问题,提供了一种螺柱焊接工装系统。本方案中的导套组件底部设有排渣口,焊枪产生的焊渣可以沿排渣口从导套组件内排出。
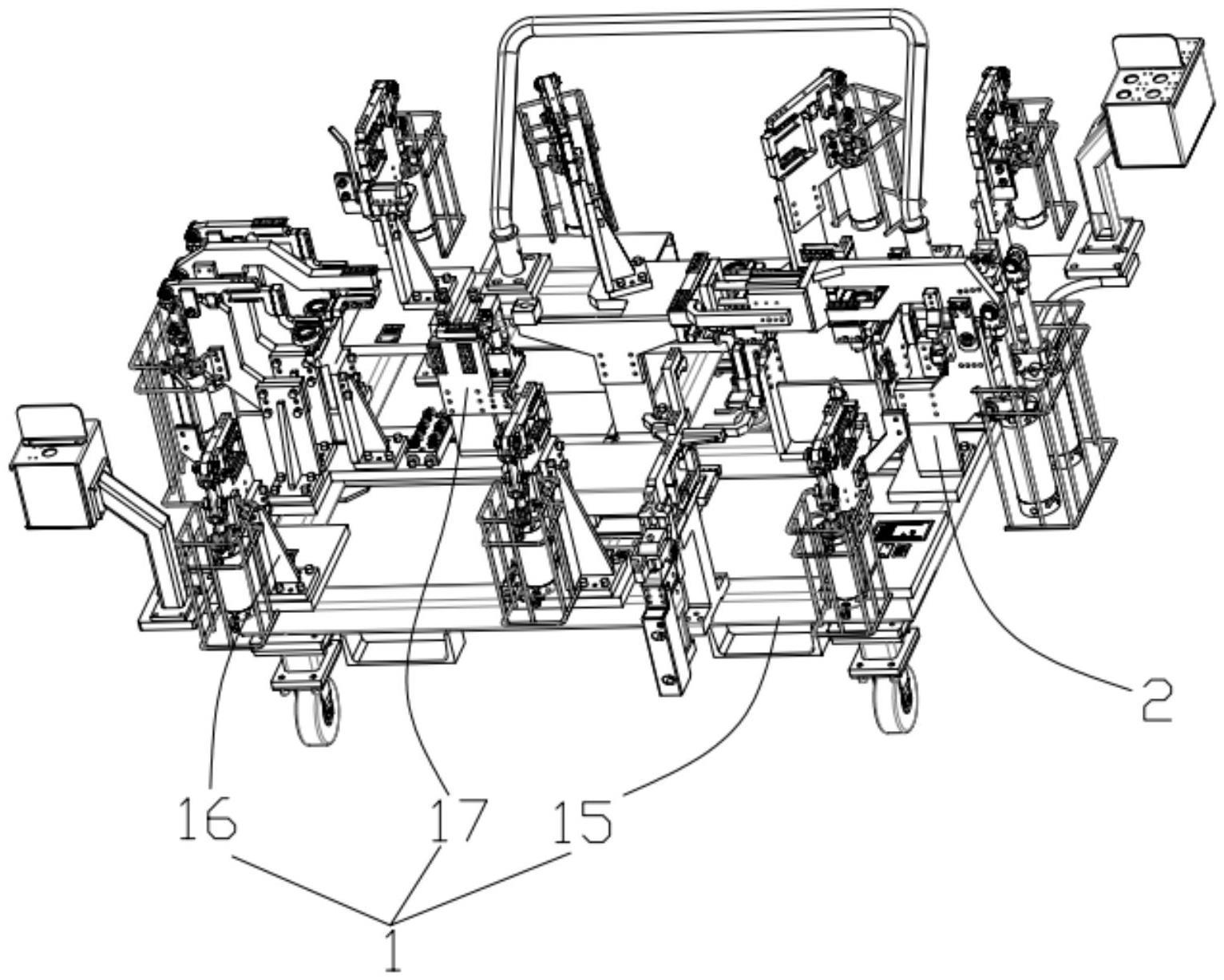
2、本实用新型采用的技术方案是:一种螺柱焊接工装系统,包括用以固定工件的零件支撑机构和焊枪定位机构,焊枪定位机构包括导套组件和用以调整导套组件位置的移动组件,移动组件与零件支撑机构和导套组件连接,导套组件包括导套和衬套,导套与移动组件连接,衬套可插入导套内腔,衬套的顶部设有定位凸起,底部设有连通衬套内腔的排渣口,当衬套插入导套内时,定位凸起与导套的上端面抵接,排渣口凸出于导套的下端面。
3、工件放置在系统上时位于零件支撑机构上,零件支撑机构对工件进行支撑和定位,焊枪定位机构中的移动组件调整导套组件的位置,使得导套组件的位置与工件上需焊接螺柱的位置对齐。导套组件包括导套和衬套,衬套的底部设有排渣口,焊接时飞溅的火花能及时从排渣口孔排出,防止火花冷却后形成的焊渣堆积在衬套内腔影响螺柱的焊接品质。导套和衬套采取可拆卸连接,当衬套磨损使得焊枪在工件上定位的不准确后可以及时更换衬套,确保焊接质量。衬套穿过导套内腔后通过定位凸起完成与导套的连接,衬套在导套上的安装方式简单便捷,更便于操作。
4、优选的,排渣口为开口向下的半圆形,排渣口有若干个,若干个排渣口在衬套侧壁以衬套轴线为圆心呈圆周等距排布。排渣口的半径为5mm-15mm。排渣口的形状在保证可以顺利排渣的同时还需要可以更好的切割生产,与其他形状相比,开口向下的半圆形更便于生产加工。排渣口有多个,更便于将衬套内的焊渣沿着排渣口从衬套内腔排出。焊渣碎屑的直径大多在3mm-6mm之间,排渣口的半径在5mm-15mm内时可以确保焊渣能够顺利的穿过排渣口,排渣口的半径大小与衬套的直径有关。
5、优选的,导套组件还包括连接块和第一绝缘部,第一绝缘部包括绝缘板、压板和绝缘孔衬套,移动组件上设有与绝缘孔衬套配合的贯穿孔,绝缘孔衬套位于该孔内且穿过移动组件,两个压板分别位于绝缘孔衬套的两端并与移动组件的外端面抵接,绝缘板有两个,分别位于绝缘孔衬套两端的压板和移动组件之间,连接块与导套固定连接,连接块还与绝缘孔衬套连接。连接块包括第一连接块和第二连接块,第一连接块为矩形,第一连接块相邻两侧壁上分别设有配合第一绝缘部连接的第一连接孔和配合第二连接块第二连接孔。第二连接块为l形,l形第二绝缘块的两条边的侧面上分别设有与第二连接孔同轴心的第三连接孔和与配合导套安装的第四连接孔,第三连接孔和第四连接孔的轴线相互垂直。第一绝缘部包括绝缘板,压板和绝缘孔衬套,两个压板分别位于绝缘孔衬套的两端,绝缘孔衬套穿过移动组件,绝缘板位于压板与移动组件之间。安装时,通过穿过第一连接孔和绝缘孔衬套的螺栓完成第一绝缘部与第一连接块的安装;通过穿过第二连接孔和第三连接孔的螺栓完成第一连接块和第二连接孔的安装;通过穿过第三连接孔和导套上螺纹孔的螺栓完成第二连接块和导套的安装。导套通过第一绝缘部与移动组件连接,保障了焊接时导套的绝缘性,提高系统工作时的安全性。
6、优选的,第一绝缘部还包括垫片,垫片穿过绝缘孔衬套,位于绝缘板与压板之间。垫片放置在绝缘孔衬套上用来确保绝缘衬套与移动组件可以保持相对静止,增加连接强度,防止绝缘衬套在移动组件上滑动。
7、优选的,移动组件包括支座、摆臂和第一气缸,支座的一端与零件支撑机构固定连接,另一端与摆臂转动连接,第一气缸位于支座上且第一气缸的伸缩杆与摆臂连接,导套组件可与摆臂连接。移动组件还包括第二气缸和安装板,第二气缸位于摆臂上远离支座的一端,安装板与第二气缸的伸缩杆连接,导套组件还可与安装板连接。移动组件开始运动时,第一气缸控制摆臂的旋转开合,使得移动组件将导套组件运输到作业位置。摆臂上的第二气缸可以将导套组件运输到工件上更远的距离,完成对工件上更远距离的螺柱焊接工作。此外,零件支撑机构上设有若干个焊枪定位机构,操作人员可根据待加工工件型号的不同控制不同的焊枪定位机构工作,以达到加工更多型号工件的目的。
8、优选的,移动组件还包括减震器,减震器包括减震器主体和减震板,减震器主体与支座固定连接,减震板与摆臂固定连接,当第一气缸带动摆臂复位时,摆臂上的减震板首先与减震器主体接触。减震器的设置可以减少移动组件运行的冲击伤害,增加机构寿命,还能够提高机构的运行精度。
9、优选的,零件支撑机构包括支撑架和压紧部,压紧部包括压紧板和压紧气缸,压紧气缸与支撑架固定连接,压紧板与压紧气缸的伸缩杆连接。支撑架底部设有滑动轮便于操作人员移动夹具,支撑架上还设有把手使操作人员可以握持把手推动夹具运动。支撑架上放置工件后,压紧气缸的伸缩杆运动,带动压紧气缸上的压紧板抵接工件,完成工件在支撑架上的压紧固定。完成工件上的螺柱焊接后,压紧气缸的伸缩杆伸长,压紧板向上运动与工件分离,取出支撑架上的工件。压紧部通过压紧气缸的伸缩来控制工件在支撑架上的夹紧与松开,控制方式简单方便。同时支撑架上设有若干个压紧部,操作人员可根据待加工工件型号的不同控制不同的压紧气缸工作,以达到加工更多型号工件的目的。
10、优选的,零件支撑机构还包括接地部,接地部包括角座、搭铁组件、第二绝缘部和抵接部,抵接部包括支撑柱和安装块,支撑柱与安装块固定连接,第二绝缘部固定在角座上,安装块通过第二绝缘部与角座固定连接,搭铁组件包括导电块、软连片、弹性件,软连片连接导电块、支撑柱和地线,导电块与弹性件连接,弹性件的另一端连接角座。工件装件时会给导电块施加压力,使弹性件变形,导电块在弹性件的作用下与工件紧密接触,同时工件还会与抵接部抵接。导电块与工件抵接后,焊接时电流会稳定的由导电块经过软连片再与焊机地线相连,防止工装漏电,保证人员作业安全。抵接部对工件起到支撑作用,抵接部中的支撑柱安装在安装块上,安装块通过第二绝缘部与角座连接,进一步起到防漏电的作用。
11、与现有技术相比,本实用新型的有益效果在于:本方案中的导套组件包括导套和衬套,衬套的底部设有排渣口,焊接时飞溅的火花能及时从排渣口孔排出,防止火花冷却后形成的焊渣堆积在衬套内腔影响螺柱的焊接品质。导套和衬套采取可拆卸连接,当衬套磨损使得焊枪在工件上定位的不准确后的可以及时更换衬套,确保焊接质量。衬套穿过导套内腔后通过定位凸起完成与导套的连接,衬套在导套上的安装方式简单便捷,更便于操作。
12、导套通过绝缘组件与移动组件进行连接,保证导套在焊接时的绝缘性,提高系统工作时的安全性。
13、通过第一气缸和第二气缸调整导套机构的位置,使得导套机构可以运送至更远的范围,适用于更多的工件加工。减震器的设置可以减少移动组件运行的冲击伤害,增加机构寿命,还能够提高机构的运行精度。
14、压紧部通过压紧气缸的伸缩来控制工件在支撑架上的夹紧与松开,控制方式简单方便。同时支撑架上设有若干个压紧部,操作人员可根据待加工工件型号的不同控制不同的压紧气缸工作,以达到加工更多型号工件的目的。接地部的设置还能进一步防止漏电,保障系统的安全性。
- 还没有人留言评论。精彩留言会获得点赞!