一种安全带锁扣及线束装配工装的制作方法
本技术涉及安全带生产,尤其涉及一种安全带锁扣及线束装配工装。
背景技术:
1、安全带是汽车上的重要配件,其用于保障车辆驾驶人员及乘客的安全,通常情况下,安全带由收卷器、织带、插扣及锁扣四部分组成,在将插扣插进锁扣后,以织带束缚人体起到安全防护作用。在安全带总成中,还会设置有检测提醒线束,用于传输锁扣的检测信号,以提醒人员系好安全带。
2、现有授权公告号为cn211417203u的实用新型专利,公开了一种能够减少线束的磨损,保障未插提醒功能的安全带锁扣,线束总成自锁扣头下端引出,锁扣头内设置有支架,支架的一端与锁扣头固定连接、另一端与织带连接,锁扣头和织带连接处的外部套设有护套,护套限制线束总成和支架的相对位置。
3、如上述技术方案中,其采用了护套用于限制线束总成和锁扣头上支架的相对位置,以防止线束磨损损坏,但护套的限位能力有限,因此在部分技术方案中,会设置u型卡扣用于将锁扣支架与线束进行固定,以防止线束窜动,但u型卡扣通常会很紧,依靠人力,难以将u型卡扣扣合在锁扣支架和线束上,因此需要一种专用工装,以将u型卡扣、锁扣支架和线束进行连接。
技术实现思路
1、有鉴于此,本实用新型提出了一种安全带锁扣及线束装配工装,其能够方便的将u型卡扣装配至锁扣支架和线束上,从而节省人力,提高生产效率。
2、本实用新型的技术方案是这样实现的:本实用新型提供了一种安全带锁扣及线束装配工装,包括机架,还包括第一定位件、第二定位件、加压机构和夹持机构,其中,
3、第一定位件,设置在机架上,用于对锁扣本体进行定位;
4、第二定位件,设置在机架上,用于对锁扣支架、线束及u型卡扣进行定位;
5、加压机构,设置在机架上,用于挤压线束;
6、夹持机构,设置在机架上,用于夹持u型卡扣,以将锁扣支架与线束固定。
7、在以上技术方案的基础上,优选的,第一定位件上开设有对应锁扣本体外形的第一定位槽,锁扣本体位于第一定位槽内。
8、在以上技术方案的基础上,优选的,第二定位件上开设有第二定位槽,第二定位槽呈十字形状,锁扣支架、线束和u型卡扣均位于第二定位槽内。
9、在以上技术方案的基础上,优选的,第一定位件和第二定位件均与机架通过沉头螺栓可拆卸连接。
10、在以上技术方案的基础上,优选的,加压机构包括安装架、加压气缸和压头,其中,
11、安装架,设置在机架上;
12、加压气缸,设置在安装架上;
13、压头,与加压气缸的活动端可拆卸连接,且压头正对第二定位件。
14、在以上技术方案的基础上,优选的,压头包括固定座、连接板、压头本体和锁止螺栓,其中,
15、固定座,设置在加压气缸的活动端上,且固定座上设置有插槽;
16、连接板,插接在插槽内;
17、压头本体,设置在连接板朝向第二定位件的一面上;
18、锁止螺栓,设置在固定座上,且锁止螺栓贯穿固定座并与连接板螺纹连接。
19、在以上技术方案的基础上,优选的,还包括侧板和行程开关,其中,
20、侧板,设置在固定座上;
21、行程开关,设置在侧板上。
22、在以上技术方案的基础上,优选的,夹持机构包括安装板和夹持气缸,其中,
23、安装板,在机架上设置有两个,且两个安装板相对的位于第二定位件的两侧;
24、夹持气缸,在两个安装板上各设置有一个,且两个夹持气缸的活动端相对设置,两个夹持气缸的活动端均朝向第二定位件。
25、在以上技术方案的基础上,优选的,还包括第一激光传感器和第二激光传感器,其中,
26、第一激光传感器,设置在机架上,用于检测锁扣支架到位状态;
27、第二激光传感器,设置在机架上,用于检测线束到位状态。
28、在以上技术方案的基础上,优选的,机架包括底板、支柱和顶板,其中,
29、支柱,竖直设置在底板上;
30、顶板,设置在支柱远离底板的一端上;
31、第一定位件、第二定位件和夹持机构设置在底板上,加压机构设置在顶板上,且加压机构正对第二定位件。
32、本实用新型的安全带锁扣及线束装配工装相对于现有技术具有以下有益效果:
33、(1)通过设置第一定位件和第二定位用于对锁扣本体、锁扣支架、线束和u型卡扣进行定位,且设置有加压机构用于挤压线束,其可将线束压扁,之后便可利用夹持机构对u型卡扣进行夹持,以卡合u型卡扣,完成锁扣支架、线束和u型卡扣三者的连接,其相较人力装配,具有装配方便、效率高的优点,其可节省人力,以提高生产效率。
34、(2)通过设置行程开关用于检测加压机构的位移,设置第一激光传感器和第二激光传感器用于检测u型卡扣、锁扣支架和线束的到位状态,其不但可有效提高装配的一致性,且可避免出现漏装现象,有利于提高装配质量。
技术特征:
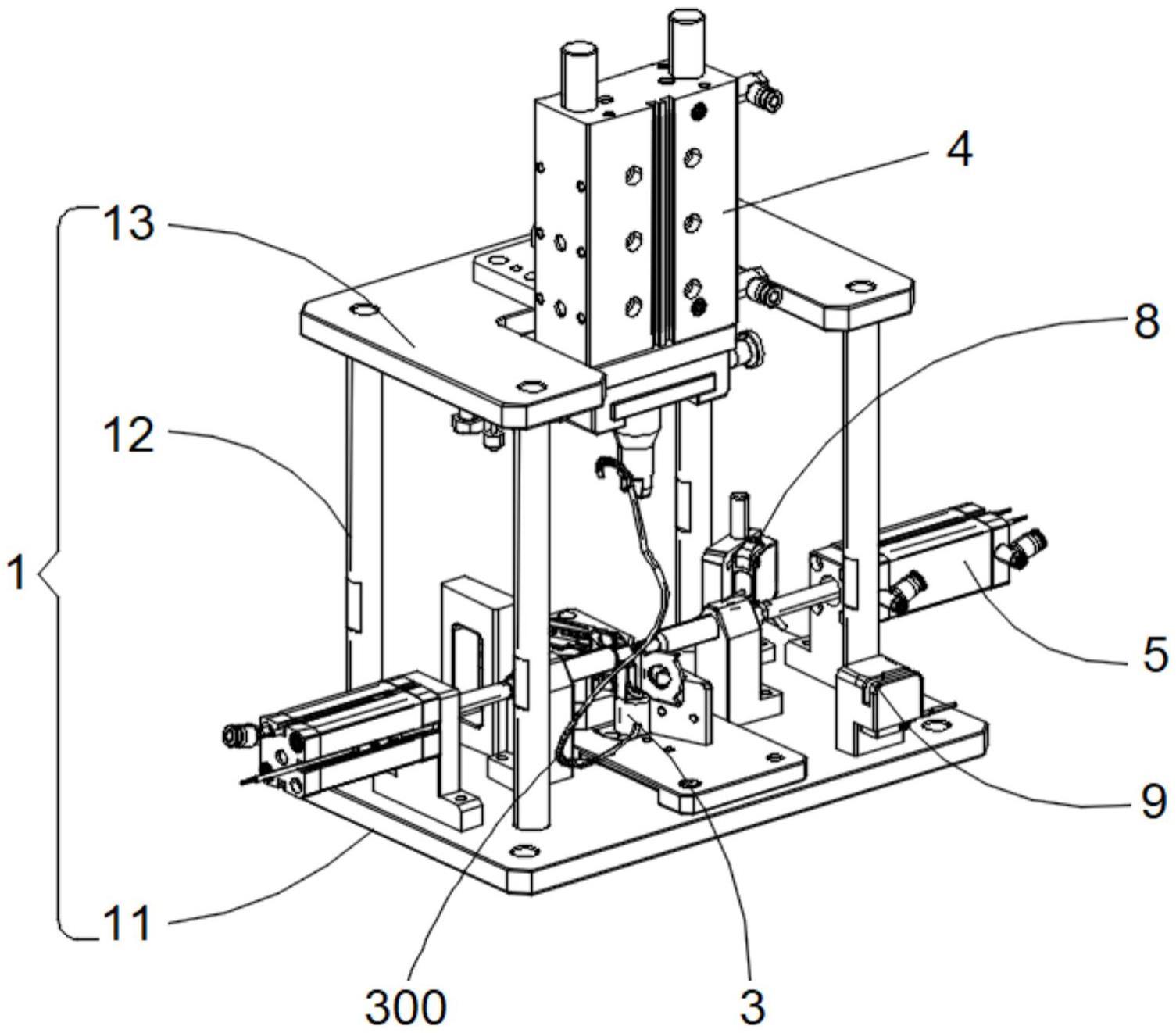
1.一种安全带锁扣及线束装配工装,包括机架(1),其特征在于:还包括第一定位件(2)、第二定位件(3)、加压机构(4)和夹持机构(5),其中,
2.如权利要求1所述的安全带锁扣及线束装配工装,其特征在于:所述第一定位件(2)上开设有对应所述锁扣本体(100)外形的第一定位槽(201),所述锁扣本体(100)位于所述第一定位槽(201)内。
3.如权利要求1所述的安全带锁扣及线束装配工装,其特征在于:所述第二定位件(3)上开设有第二定位槽(301),所述第二定位槽(301)呈十字形状,所述锁扣支架(200)、所述线束(300)和所述u型卡扣(400)均位于所述第二定位槽(301)内。
4.如权利要求1所述的安全带锁扣及线束装配工装,其特征在于:所述第一定位件(2)和第二定位件(3)均与所述机架(1)通过沉头螺栓可拆卸连接。
5.如权利要求1所述的安全带锁扣及线束装配工装,其特征在于:所述加压机构(4)包括安装架(41)、加压气缸(42)和压头(43),其中,
6.如权利要求5所述的安全带锁扣及线束装配工装,其特征在于:所述压头(43)包括固定座(431)、连接板(432)、压头本体(433)和锁止螺栓(434),其中,
7.如权利要求6所述的安全带锁扣及线束装配工装,其特征在于:还包括侧板(6)和行程开关(7),其中,
8.如权利要求1所述的安全带锁扣及线束装配工装,其特征在于:所述夹持机构(5)包括安装板(51)和夹持气缸(52),其中,
9.如权利要求1所述的安全带锁扣及线束装配工装,其特征在于:还包括第一激光传感器(8)和第二激光传感器(9),其中,
10.如权利要求1所述的安全带锁扣及线束装配工装,其特征在于:所述机架(1)包括底板(11)、支柱(12)和顶板(13),其中,
技术总结
本技术提出了一种安全带锁扣及线束装配工装,包括机架,还包括第一定位件、第二定位件、加压机构和夹持机构,其中,第一定位件设置在机架上,用于对锁扣本体进行定位;第二定位件设置在机架上,用于对锁扣支架、线束及U型卡扣进行定位;加压机构设置在机架上,用于挤压线束;夹持机构设置在机架上,用于夹持U型卡扣,以将锁扣支架与线束固定。如上述结构,第一定位件和第二定位可对锁扣本体、锁扣支架、线束和U型卡扣进行定位,加压机构可将线束压扁,之后便可利用夹持机构对U型卡扣进行夹持,以卡合U型卡扣,完成组件的装配工作,其相较人力装配,具有装配方便、效率高的优点,其可节省人力,有利于提高生产效率。
技术研发人员:李书
受保护的技术使用者:武汉鸿炫自动化设备有限公司
技术研发日:20230215
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!