压缩机上下支撑压入工装的制作方法
本技术压缩机上下支撑压入工装,涉及压缩机生产,尤其涉及一种针对同轴度要求高的压缩机上下支撑装配的压入工装。
背景技术:
1、在压缩机生产过程中,上支撑、壳体定子组件、下支撑的组合体为同轴度要求较高的装配体,同时对上支撑、下支撑相对壳体定子组件有一定的周向位置要求。目前上支撑、壳体定子组件、下支撑装配体,首先通过壳体定子组件反向固定,将下支撑放到壳体端沿上压入后再反转壳体定子组件,压入上支撑。上支撑、下支撑压入壳体定子组件后,通过人工调平方式对三个零部件的相对位置调整,测平。此方式人工搬运费时费力,调整过程中操作麻烦,对调整的结果也不能保证质量的一致性。若不能保证保证各部件间较高的同轴度,会对压缩机的振动和噪声造成严重影响,在冷冻机组上会造成管路振裂,冷媒泄露的事故。
2、针对上述现有技术中所存在的问题,研究设计一种新型的压缩机上下支撑压入工装,从而克服现有技术中所存在的问题是十分必要的。
技术实现思路
1、根据上述现有技术提出的人工搬运翻转装配费时费力,调整过程中操作麻烦,调整测评结果难以保证精度,导致各部件同轴度难以保证、压缩机振动、噪声大、甚至管路振裂和冷媒泄漏等产品质量等问题,而提供一种压缩机上下支撑压入工装。本实用新型提出了使用共同基准的方案,通过芯轴定位上支撑、壳体定子组件和下支撑,保证同轴度并具有一定周向定位功能,减轻作业强度,提高生产效率和精度,保证批量生产尺寸一致性。
2、本实用新型采用的技术手段如下:
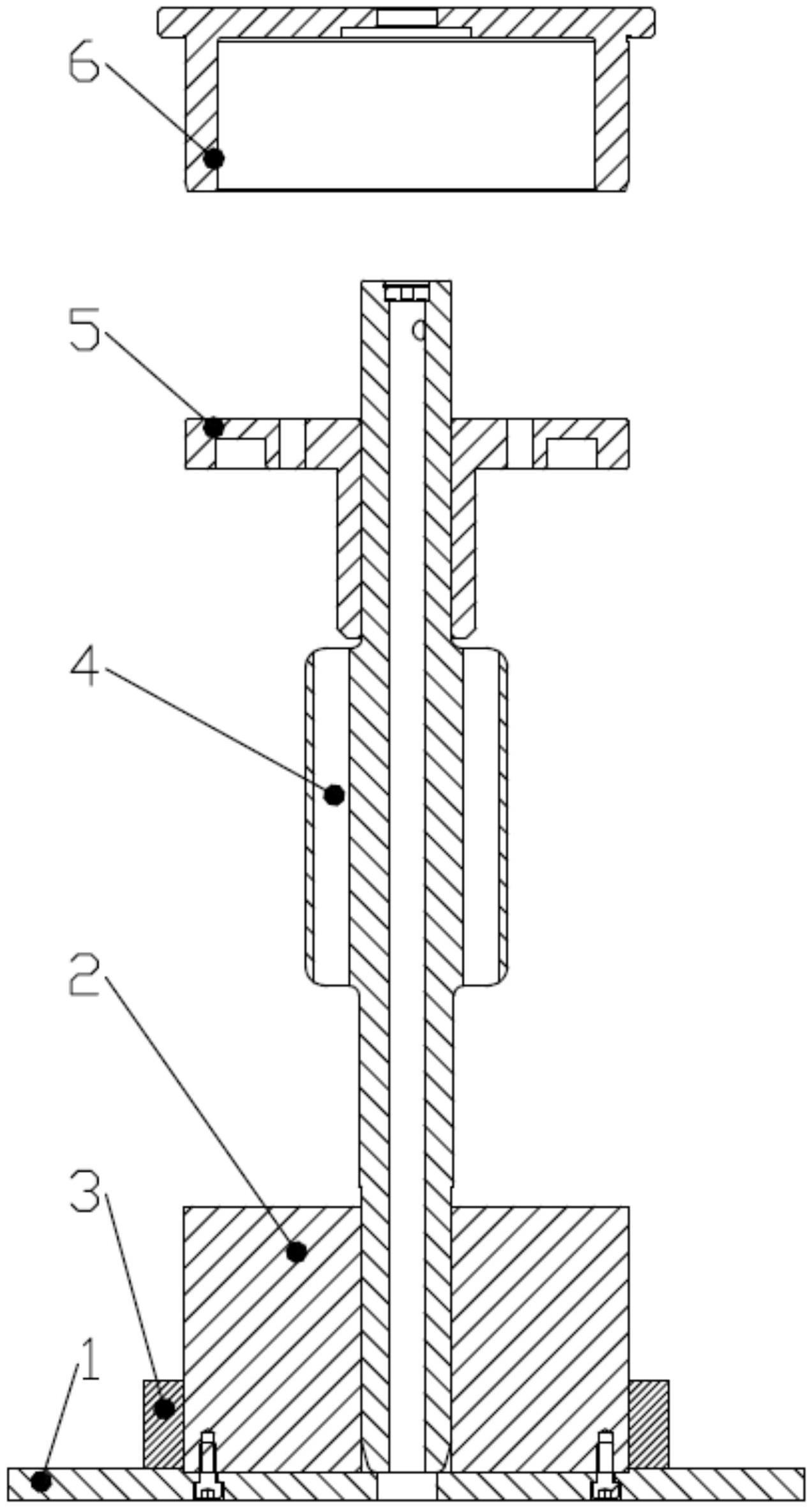
3、一种压缩机上下支撑压入工装包括:底板、定位块、支撑环、芯轴、固定环和上压头;
4、进一步地,定位块为具有一定高度的圆柱体结构,在其轴心设置有用于装配芯轴的通孔;定位块通过螺栓固定装于底板的上部;
5、进一步地,支撑环套装在定位块的外部,位于底板的上部;
6、进一步地,芯轴的下部分插入到定位块的通孔内;
7、进一步地,固定环的中部设置有用于套装芯轴的通孔,固定环通过通孔套装于芯轴上;
8、进一步地,上压头为下部具有用于避开芯轴的凹腔的圆形结构,用于对固定环施加压力。
9、进一步地,定位块的上端面设置有定位销孔,定位销孔内插入定位销;
10、进一步地,定位块的上部放置下支撑,下支撑依靠自重贴合定位块的上端面,并通过下支撑下端面与定位块上端面上的定位销孔和定位销对下支撑进行周向定位。
11、进一步地,支撑环为厚度不同的可更换结构,按照下支撑压入壳体深度h的不同,选择不同厚度的支撑环配合定位块使用;
12、进一步地,支撑环的外径大于壳体的内径。
13、进一步地,芯轴的下部分轴径与定位块的内径采用小间隙配合,通过公差配合保证作业精度;
14、进一步地,芯轴的上部分轴径与固定环的内径采用小间隙配合,通过公差配合保证作业精度;
15、进一步地,定位块的内孔、固定环的内孔与芯轴的轴径配合面需保证顺畅滑动配合。
16、进一步地,定位块与固定环的外径均小于壳体的内径。
17、进一步地,固定环上设置有螺栓通孔,通过螺栓将上支撑固定在固定环的下部,使二者形成一体。
18、进一步地,固定环的轴径外径与上支撑内孔采用小间隙配合;
19、进一步地,上支撑与固定环采用销轴配合方式进行周向定位。
20、进一步地,上压头为高度不同的可更换结构,按照上支撑压入壳体深度h的不同,选择不同高度的上压头。
21、使用本实用新型所述的压缩机上下支撑压入工装的装配方式为:
22、1、根据下支撑所需压入壳体深度h,选择与其相匹配厚度的支撑环套装于定位块上;人工将下支撑安放在定位块上,通过定位销定位周向移动,在下支撑内孔插入芯轴;将壳体定子组件在芯轴上方通过其内径与芯轴外径定位缓慢放到下支撑处支撑(壳体内径与上支撑、下支撑是过盈配合,压入前期安装时只能停留在配合面刚接触部分);上压头安放在壳体上沿,通过对上压头上方实施压力保证下支撑被压入到设定位置,取下上压头6;
23、2、将上支撑与固定环通过螺栓和定位销固定成的组件经内径与芯轴外径定位,手动放下使壳体上端沿与上支撑接触;根据上支撑所需压入壳体深度h,选择与其相匹配高度的上压头;将上压头放在固定环上,通过对上压头上方实施压力使上压头与壳体端沿贴合,此时上支撑被压入壳体设定位置,取下上压头6并卸下螺栓取出固定环;此时上支撑、壳体定子组件、下支撑被压入成一体,作业完成。
24、较现有技术相比,本实用新型具有以下优点:
25、1、本实用新型提供的压缩机上下支撑压入工装,通过在下支撑处设置支撑环结构,实现了下支撑不同的压入深度和下支撑与壳体端面平行的功能;
26、2、本实用新型提供的压缩机上下支撑压入工装,通过在上支撑处设置上压头结构,实现了上支撑不同的压入深度和上支撑与壳体端面平行的功能;
27、3、本实用新型提供的压缩机上下支撑压入工装,通过在上支撑、下支撑、定子内径处设置固定环、芯轴、定位块结构,确保了上支撑、下支撑与定子内径同轴度功能。
28、综上,应用本实用新型的技术方案解决了现有技术中人工搬运翻转装配费时费力,调整过程中操作麻烦,调整测评结果难以保证精度,导致各部件同轴度难以保证、压缩机振动、噪声大、甚至管路振裂和冷媒泄漏等产品质量等问题。
技术特征:
1.一种压缩机上下支撑压入工装,其特征在于:
2.根据权利要求1所述的压缩机上下支撑压入工装,其特征在于:
3.根据权利要求1所述的压缩机上下支撑压入工装,其特征在于:
4.根据权利要求1所述的压缩机上下支撑压入工装,其特征在于:
5.根据权利要求4所述的压缩机上下支撑压入工装,其特征在于:
6.根据权利要求5所述的压缩机上下支撑压入工装,其特征在于:
7.根据权利要求6所述的压缩机上下支撑压入工装,其特征在于:
8.根据权利要求1所述的压缩机上下支撑压入工装,其特征在于:
技术总结
本技术压缩机上下支撑压入工装,涉及压缩机生产技术领域,尤其涉及一种针对同轴度要求高的压缩机上下支撑装配的压入工装。本技术定位块为具有一定高度的圆柱体结构,在其轴心设置有用于装配芯轴的通孔;定位块通过螺栓固定装于底板的上部;支撑环套装在定位块的外部,位于底板的上部;芯轴的下部分插入到定位块的通孔内;固定环的中部设置有用于套装芯轴的通孔,固定环通过通孔套装于芯轴上;上压头为下部具有用于避开芯轴的凹腔的圆形结构,用于对固定环施加压力。本技术的技术方案解决了现有技术中的人工搬运翻转装配费时费力,调整过程中操作麻烦,调整测评结果难以保证精度,导致产品质量无法保证等问题。
技术研发人员:魏佳君,闫伟国,辛操,张志超,田福龙
受保护的技术使用者:冰山松洋压缩机(大连)有限公司
技术研发日:20230215
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!