一种汽车配件生产用冲压模具的制作方法
本技术涉及冲压模具,具体涉及一种汽车配件生产用冲压模具。
背景技术:
1、冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,成为冷冲模具,冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法;
2、现有的汽车配件在生产加工时需要用到冲压模具进行冲压成型,目前冲压模具大都分为全自动冲压模具和半自动冲压模具,全自动冲压模具自动化操作程度高,冲压效率快,但是设备造价高昂,对于一些中小企业难以承受,因此,对于一些中小型企业依旧采用人工取放汽车配件,由于冲压模具冲压力度较大,操作不当容易对工人的手部造成压伤,而这样的事故时有发生,并且人工操作效率也较为低下,耗费人力物力,因此,基于上述技术问题提出一种汽车配件生产用冲压模具。
技术实现思路
1、本实用新型为了解决上述存在的问题,设计了一种汽车配件生产用冲压模具。
2、为了实现上述技术目的,达到上述技术效果,本实用新型是通过以下技术方案实现的:
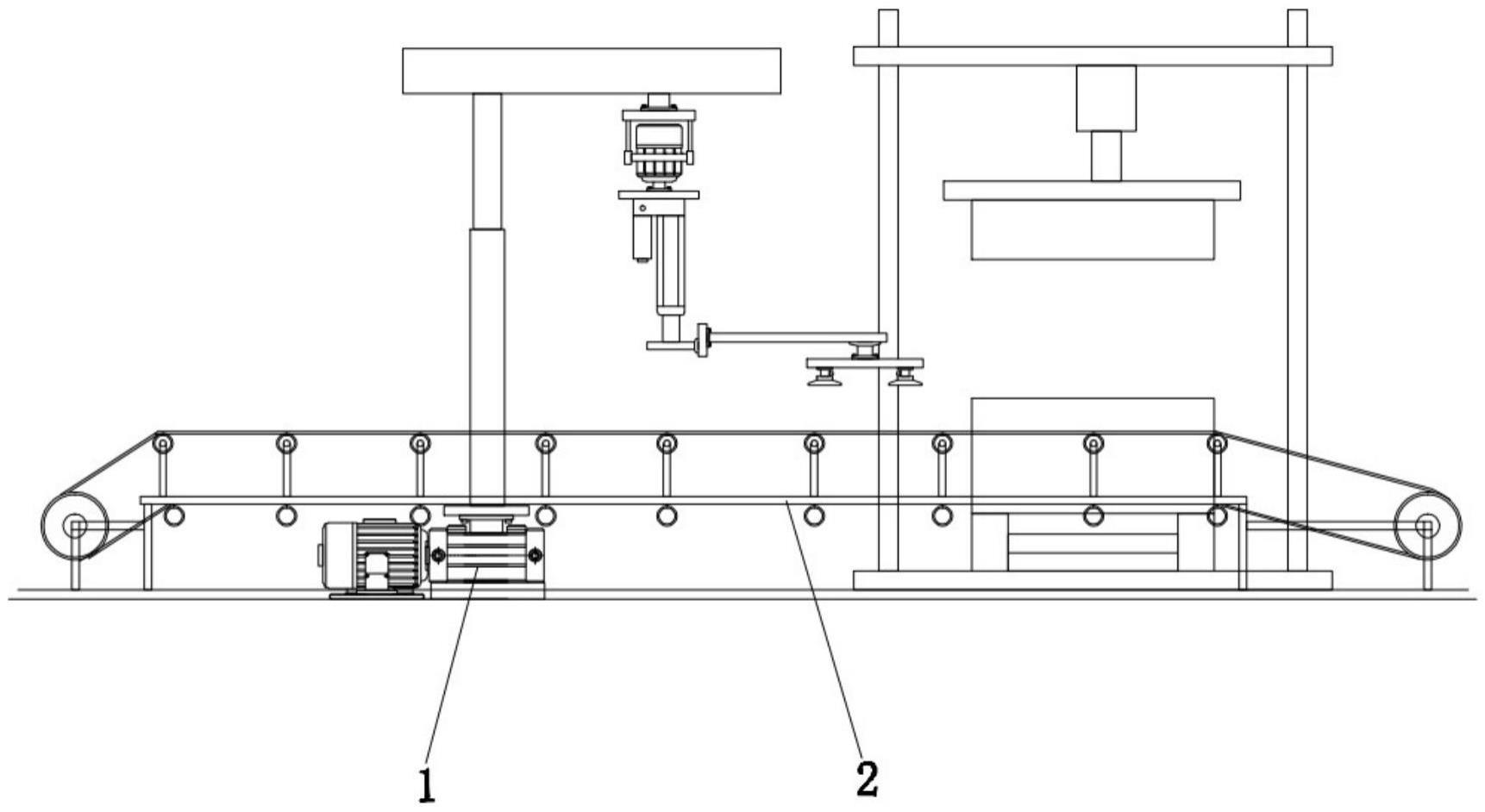
3、一种汽车配件生产用冲压模具,包括电机一和输送线,所述电机一可设于输送线的前侧或后侧,所述电机一的输出端通过联轴器锁紧有支撑柱,所述支撑柱顶端设有横移机构,所述横移机构底部右侧可拆卸的设有电机三,所述电机三的输出端通过联轴器锁紧有液压缸,所述液压缸的驱动端设有支撑座,所述支撑座底部右侧设有连接板,所述连接板的底部设有多个真空吸盘。
4、进一步地,所述横移机构包括壳体,所述壳体的内底壁左侧可拆卸的设有电机二,所述电机二的输出端设有丝杠,且丝杠的右侧端通过轴承与壳体的内壁转动连接,所述丝杠的外壁螺纹连接有连接座,且连接座的底部延伸出壳体外,且与电机三顶端固定连接。
5、进一步地,所述轴承通过轴承座固定连接于壳体的内壁上。
6、进一步地,所述壳体下端面开设有长条孔。
7、进一步地,所述真空吸盘分布于连接板底端四角处。
8、本实用新型的有益效果是:
9、本实用新型通过在冲压模具加工台安装上下料机构和输送线,通过输送线可对工件进行流水线输送,无需人工搬运工件,通过上下料机构方便将工件放置到冲压模具上进行冲压操作,冲压结束后将工件放回输送线上输送至下一工位,机械代替人力操作,节省人力物力,提高冲压模具加工的效率,减少人力的参与,更符合实际的使用需求。
技术特征:
1.一种汽车配件生产用冲压模具,其特征在于:包括
2.根据权利要求1所述的一种汽车配件生产用冲压模具,其特征在于:所述横移机构包括壳体(4),所述壳体(4)的内底壁左侧可拆卸的设有电机二(5),所述电机二(5)的输出端设有丝杠(6),且丝杠(6)的右侧端通过轴承与壳体(4)的内壁转动连接,所述丝杠(6)的外壁螺纹连接有连接座(7),且连接座(7)的底部延伸出壳体(4)外,且与电机三(8)顶端固定连接。
3.根据权利要求2所述的一种汽车配件生产用冲压模具,其特征在于:所述轴承通过轴承座固定连接于壳体(4)的内壁上。
4.根据权利要求2所述的一种汽车配件生产用冲压模具,其特征在于:所述壳体(4)下端面开设有长条孔。
5.根据权利要求1所述的一种汽车配件生产用冲压模具,其特征在于:所述真空吸盘(12)分布于连接板(11)底端四角处。
技术总结
本技术涉及冲压模具技术领域,具体涉及一种汽车配件生产用冲压模具,包括电机一和输送线,所述电机一可设于输送线的前侧或后侧,所述电机一的输出端通过联轴器锁紧有支撑柱,所述支撑柱顶端设有横移机构,所述横移机构底部右侧可拆卸的设有电机三,所述电机三的输出端通过联轴器锁紧有液压缸,所述液压缸的驱动端设有支撑座,所述支撑座底部右侧设有连接板,所述连接板的底部设有多个真空吸盘。本技术通过在冲压模具加工台安装上下料机构和输送线,通过输送线可对工件进行流水线输送,无需人工搬运工件,通过上下料机构方便将工件放置到冲压模具上进行冲压操作,冲压结束后将工件放回输送线上输送至下一工位。
技术研发人员:高云鹏,高鹏翔,高大赢
受保护的技术使用者:喀左鹏达铸造有限公司
技术研发日:20230216
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!