一种内撑定位夹具的制作方法
本技术属于机械零部件加工辅助设备,尤其涉及一种内撑定位夹具。
背景技术:
1、在对部分筒状或管状工件的加工过程中,需要通过内孔定位的方式将工件进行固定装夹,以便于工件的端部以及外壁的加工处理,常用的方式为各类销轴配合螺杆螺母压紧定位的方案,但此类方案装夹工件时,需要先拆卸螺杆、螺母等结构,将工件固定在涨套等支撑结构上之后在拧紧螺杆螺母等结构,操作麻烦,效率较低,且拆卸过程中需要反复拆装螺杆螺母,易发生零部件遗失掉落等问题,
技术实现思路
1、本实用新型的目的在于,提供一种装夹固定方式简单快捷,装夹效果好,拆装速度快的内撑定位夹具。
2、为实现上述目的,本实用新型采用如下技术方案。
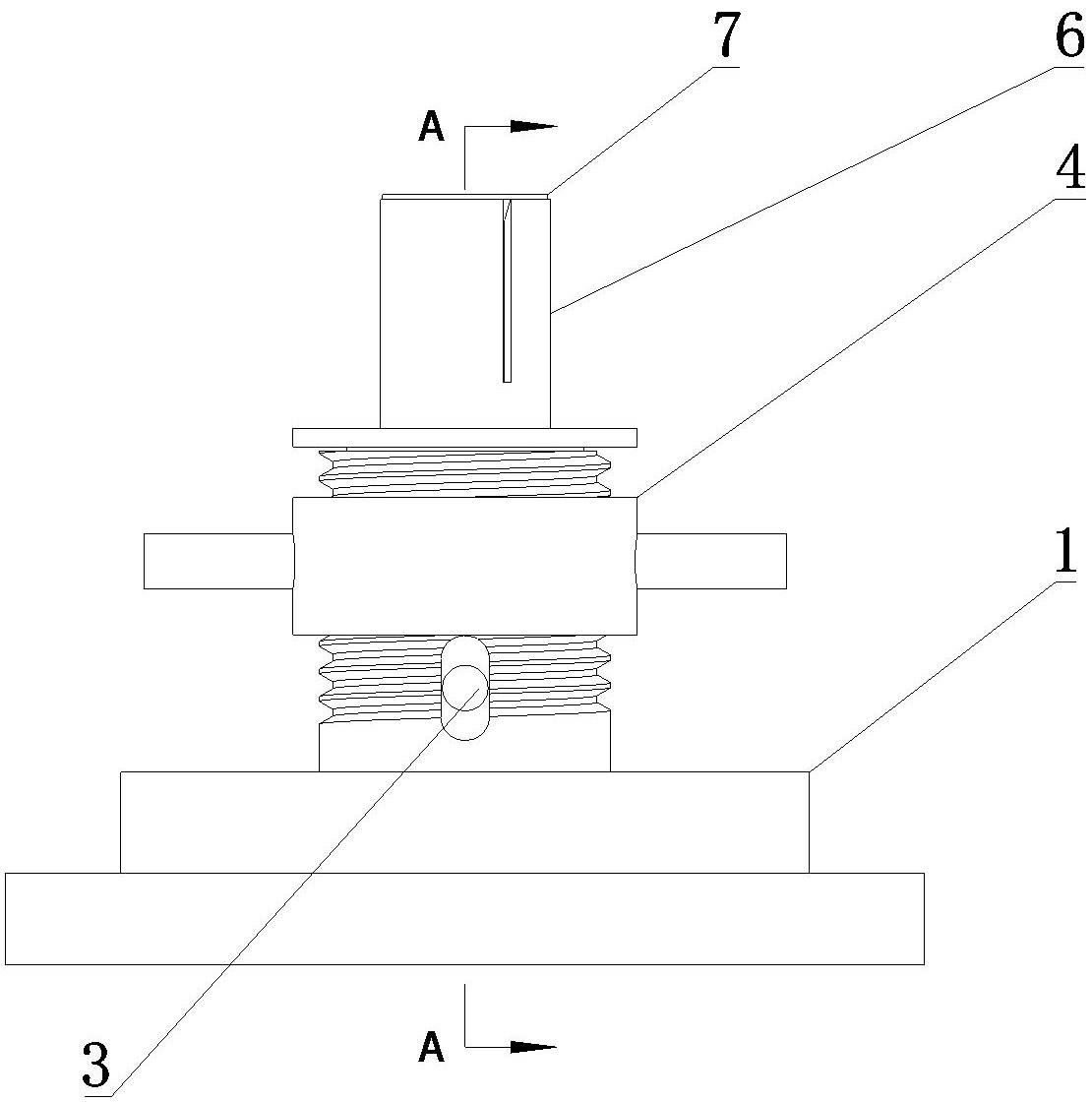
3、一种内撑定位夹具,包括支撑座1、内螺纹滑套2、滑套压杆3、调节螺母4、连接杆5、涨紧件6、挤压块7;
4、所述支撑座1固定设置在设备加工台上,支撑座1包括底部的支撑台10以及位于支撑台10顶部的双螺纹套筒11,双螺纹套筒11的内壁和外壁上分别设置有螺纹,双螺纹套筒11的筒身上设置有条形避空孔11a,条形避空孔11a沿双螺纹套筒轴线方向延伸且穿过轴线后从另一侧穿出;
5、内螺纹滑套2可上下移动的悬置在双螺纹套筒11内腔中,内螺纹滑套2的下端设置有过孔,所述滑套压杆3从条形避空孔11a插入并穿过过孔后从条形避空孔11a另一侧穿出;内螺纹滑套2内腔设置有内螺纹;
6、调节螺母4套接在双螺纹套筒11上,调节螺母4的螺纹与双螺纹套筒11上的螺纹匹配,调节螺母4底部抵住滑套压杆3;
7、涨紧件6包括环形定位部60、设置于环形定位部60上侧的支撑套61以及设置于环形定位部60下侧的外螺纹连接套62;
8、支撑套61的上端开口设置为锥口,支撑套61外壁上开槽;
9、外螺纹连接套62与双螺纹套筒11的内螺纹匹配连接;
10、挤压块7底部设置有锥形挤压部70,锥形挤压部70的锥底直径不小于支撑套61上端锥口的内径;锥形挤压部70的底部设置有螺孔;
11、连接杆5两端设置有外螺纹,连接杆5的上端旋入锥形挤压部70底部的螺孔中,下端旋入内螺纹滑套2。
12、对前述内撑定位夹具的进一步改进或者优选实施方式,所述调节螺母4的外壁上设置有操作杆40。
13、对前述内撑定位夹具的进一步改进或者优选实施方式,所述支撑套61的外壁上设置有多个开槽61a,所述开槽呈环形阵列均匀设置在支撑套上;所述开槽61a从支撑套61顶部向下挖出。
14、对前述内撑定位夹具的进一步改进或者优选实施方式,所述双螺纹套筒11的开口处设置为锥形,所述环形定位部60与外螺纹连接套62的连接部设置有锥体结构,所述锥体结构与双螺纹套筒11的开口契合。
15、其有益效果在于:
16、本申请的内撑定位夹具结构紧凑稳定,装夹固定方式简单快速,且拆装过程中不会直接对工件外壁加工区发生接触,能够有效保证装夹效果的同时提高装夹速度。
技术特征:
1.一种内撑定位夹具,其特征在于,包括支撑座(1)、内螺纹滑套(2)、滑套压杆(3)、调节螺母(4)、连接杆(5)、涨紧件(6)、挤压块(7);
2.根据权利要求1所述的内撑定位夹具,其特征在于,所述调节螺母(4)的外壁上设置有操作杆(40)。
3.根据权利要求1所述的内撑定位夹具,其特征在于,所述支撑套(61)的外壁上设置有多个开槽(61a),所述开槽呈环形阵列均匀设置在支撑套上;所述开槽(61a)从支撑套(61)顶部向下挖出。
4.根据权利要求1所述的内撑定位夹具,其特征在于,所述双螺纹套筒(11)的开口处设置为锥形,所述环形定位部(60)与外螺纹连接套(62)的连接部设置有锥体结构,所述锥体结构与双螺纹套筒(11)的开口契合。
技术总结
本技术属于机械零部件加工辅助设备技术领域,尤其涉及一种内撑定位夹具。包括支撑座、内螺纹滑套、滑套压杆、调节螺母、连接杆、涨紧件、挤压块;所述支撑座固定设置在设备加工台上,内螺纹滑套可上下移动的悬置在双螺纹套筒中,调节螺母套接在双螺纹套筒上,涨紧件包括环形定位部、设置于环形定位部上侧的支撑套以及设置于环形定位部下侧的外螺纹连接套;本申请的内撑定位夹具结构紧凑稳定,装夹固定方式简单快速,且拆装过程中不会直接对工件外壁加工区发生接触,能够有效保证装夹效果的同时提高装夹速度。
技术研发人员:裴开虎,裴启创,裴昱康
受保护的技术使用者:武汉雅虎光电设备有限公司
技术研发日:20230221
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!