一种全自动径向折弯锻造自动化设备的制作方法
本技术涉及径向折弯,具体为一种全自动径向折弯锻造自动化设备。
背景技术:
1、近年来随着工程机械行业、商用重型卡车、石油能源行业的飞速发展,吊钩、锁具等需要进行折弯成型的锻件对折弯设备的需求越来越大。
2、现有的折弯方式一般是将折弯冲头连接到压力机滑块上,滑块下落时将长条状工件进行下压弯曲,同时弯曲的角度不便于调整,而且折弯后工件容易抱住冲头,需要人工敲打才能取出工件,劳动强度高,且需要有丰富的操作经验;并且当人员靠近高温锻件,压力机下压折弯时容易造成锻件溅射伤害人体,同时锻件摆放需要人工摆放没有定位精度,需要反复调整,造成的工件质量也参差不齐。因此,本领域技术人员提供了一种全自动径向折弯锻造自动化设备,以解决上述背景技术中提出的问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种全自动径向折弯锻造自动化设备,以解决上述背景技术中提出的问题。
3、(二)技术方案
4、为实现上述目的,本实用新型提供如下技术方案:一种全自动径向折弯锻造自动化设备,包括平台底座,所述平台底座上设置有落料滑坡,所述落料滑坡左侧设置有液压站,所述落料滑坡前侧设置有输送带,所述输送带前侧设置有挡料底座,所述挡料底座上安装有挡料块,所述液压站前侧设置有液压缸,所述液压缸右侧连接折弯钳臂,所述折弯钳臂下侧设置有导向柱。
5、优选的,所述平台底座底侧安装有气动电磁换向阀,所述气动电磁换向阀前侧设置有挡料气缸,所述挡料气缸右端上侧安装有旋转限位挡板,所述平台底座左侧安装有电控柜。
6、优选的,所述挡料底座前侧右端安装有折弯完成检测对射。
7、优选的,所述输送带右侧设置有输送机构启动对射,所述输送机构启动对射前侧设置有棒料到位检测对射,棒料经落料滑坡到落入输送带后,输送带两侧输送机构启动对射检测到棒料,开启输送带上的链条,将棒料输送到正确位置后,棒料到位检测对射得到信号,关闭输送带。
8、优选的,所述液压站与液压缸之间设置有油缸前后限位检测,液压缸通过油缸前后限位检测后,油缸前后限位检测发送信号给液压站,液压站再次执行换向,推料液压缸进行返回;动作完成后,挡料限位机构向下运动,脱离折弯完成的工件,便于工件的取出;当再次感应到棒料滑落时候,棒料限位机构再次向上升起。
9、(三)有益效果
10、与现有技术相比,本实用新型提供了一种全自动径向折弯锻造自动化设备,具备以下有益效果:
11、通过设计,本装置改变了现有的由人力操作的通过压力机竖直折弯的方式,降低了操作者的工作强度,改善了操作人员所处的工作环境,增加了径向水平自动化折弯的设备,可实现索具行业锻造自动化折弯,且定位精度高,棒料的上下料便捷,为索具锻造自动化生产提供了安全保障,并且提高锻件质量,减少劳动强度。
技术特征:
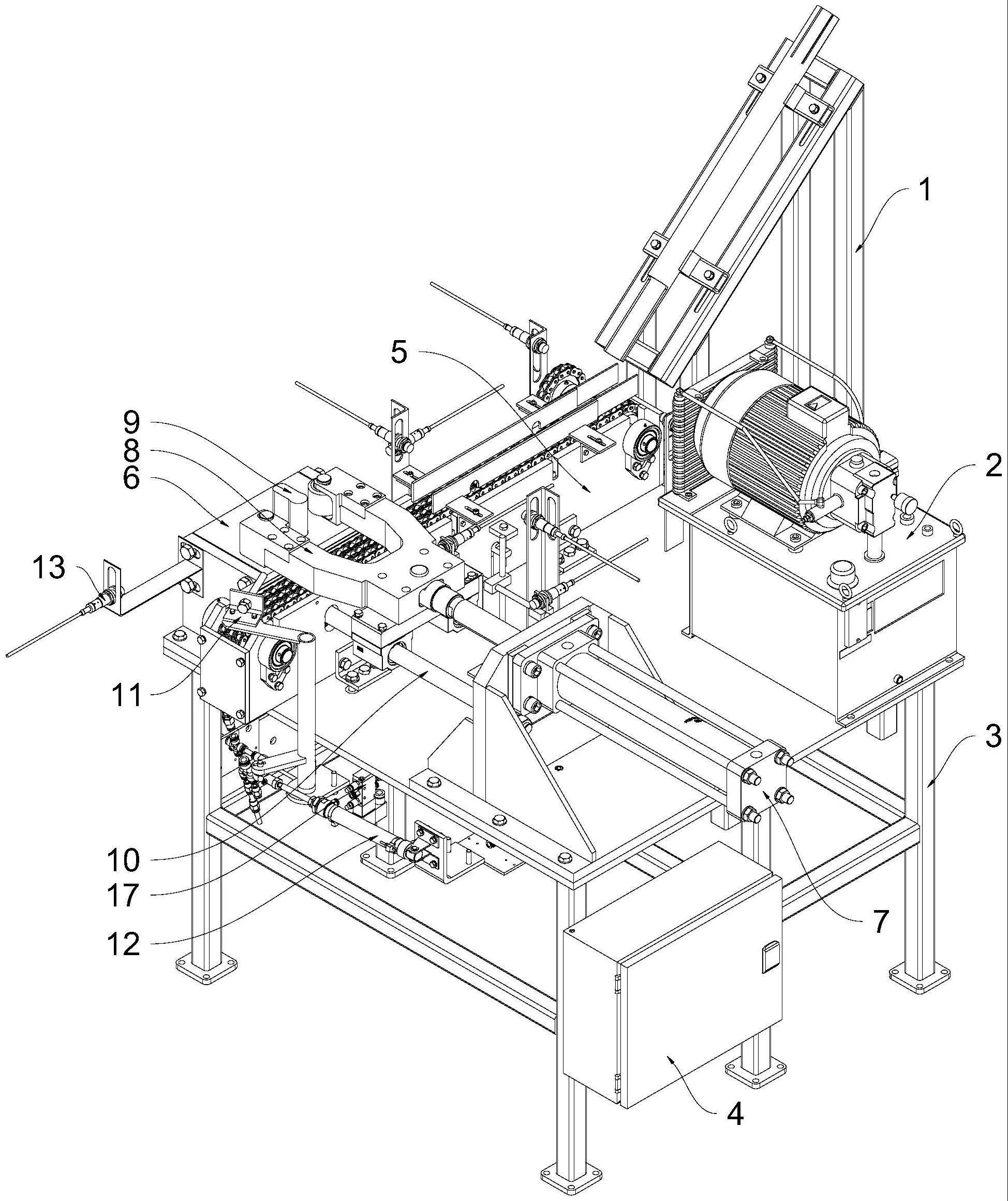
1.一种全自动径向折弯锻造自动化设备,包括平台底座(3),其特征在于:所述平台底座(3)上设置有落料滑坡(1),所述落料滑坡(1)左侧设置有液压站(2),所述落料滑坡(1)前侧设置有输送带(5),所述输送带(5)前侧设置有挡料底座(6),所述挡料底座(6)上安装有挡料块(9),所述液压站(2)前侧设置有液压缸(7),所述液压缸(7)右侧连接折弯钳臂(8),所述折弯钳臂(8)下侧设置有导向柱(10)。
2.根据权利要求1所述的一种全自动径向折弯锻造自动化设备,其特征在于:所述平台底座(3)底侧安装有气动电磁换向阀(17),所述气动电磁换向阀(17)前侧设置有挡料气缸(12),所述挡料气缸(12)右端上侧安装有旋转限位挡板(11)。
3.根据权利要求1所述的一种全自动径向折弯锻造自动化设备,其特征在于:所述挡料底座(6)前侧右端安装有折弯完成检测对射(13)。
4.根据权利要求1所述的一种全自动径向折弯锻造自动化设备,其特征在于:所述输送带(5)右侧设置有输送机构启动对射(15),所述输送机构启动对射(15)前侧设置有棒料到位检测对射(14)。
5.根据权利要求1所述的一种全自动径向折弯锻造自动化设备,其特征在于:所述液压站(2)与液压缸(7)之间设置有油缸前后限位检测(16)。
6.根据权利要求1所述的一种全自动径向折弯锻造自动化设备,其特征在于:所述平台底座(3)左侧安装有电控柜(4)。
技术总结
本技术涉及径向折弯技术领域,且公开了一种全自动径向折弯锻造自动化设备,包括平台底座,所述平台底座上设置有落料滑坡,所述落料滑坡左侧设置有液压站,所述落料滑坡前侧设置有输送带,所述输送带前侧设置有挡料底座,所述挡料底座上安装有挡料块,所述液压站前侧设置有液压缸,所述液压缸右侧连接折弯钳臂,所述折弯钳臂下侧设置有导向柱。本装置改变了现有的由人力操作的通过压力机竖直折弯的方式,降低了操作者的工作强度,改善了操作人员所处的工作环境,增加了径向水平自动化折弯的设备,可实现索具行业锻造自动化折弯,且定位精度高,棒料的上下料便捷,为索具锻造自动化生产提供了安全保障,并且提高锻件质量,减少劳动强度。
技术研发人员:侯中斌,杨磊,宋伟华,王军月
受保护的技术使用者:河南安锻智能装备有限公司
技术研发日:20230220
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!