电炉压力环定位套座体加工定位板的制作方法
本技术涉及机械加工领域,即电炉压力环定位套座体加工定位板。
背景技术:
1、在现有技术中,加工电炉压力环定位套座体(见图4、5,孔a、孔b、孔c加工。)一般采用钳工划线,摇臂钻加工,也可以制作钻模,但是成本较高,装夹工件繁琐,受机床限制加工效率极低,正反面工序形位公差难以保证图纸要求。
技术实现思路
1、本实用新型目的是针对上述不足而提供一种结构简单,能快速定位夹紧,加工稳定、效率高的电炉压力环定位套座体加工定位板。
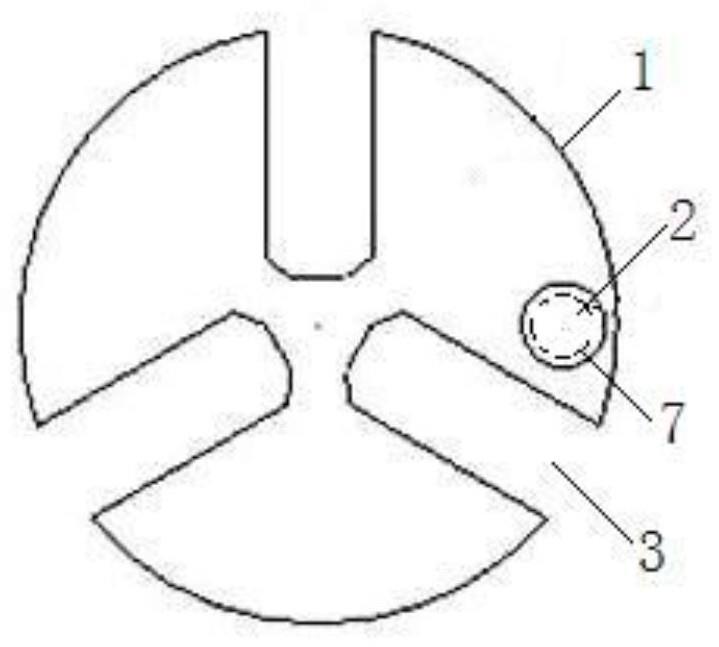
2、本实用新型的技术方案是:电炉压力环定位套座体加工定位板,其特征在于由圆形定位板主体和定位销两部分组成,圆形定位板主体上沿圆周间隔120度加工有条形开口槽,定位销定位位置孔与其中一个条形开口槽呈90度位置设置。
3、本实用新型的优点是:1、结构简单,成本低廉,定位准确,不影响卡盘装夹工件的快速性。2、是二次加工的辅助定位工装,配合通用卡具、卡盘使用,适合应用在立式数控铣床以及立式加工中心,加工效率能达到摇臂钻的5倍左右,此夹具配合卡盘使用,能快速定位夹紧,加工稳定,能很好的保证工件二次加工的形位公差。
4、下面将结合附图对本实用新型的实施方式作进一步详细描述。
技术特征:
1.电炉压力环定位套座体加工定位板,其特征在于由圆形定位板主体(1)和定位销(2)两部分组成,圆形定位板主体(1)上沿圆周间隔120度加工有条形开口槽(3),定位销定位位置孔(7)与其中一个条形开口槽(3)呈90度位置设置。
技术总结
本技术涉及机械加工领域,即电炉压力环定位套座体加工定位板。它由圆形定位板主体和定位销两部分组成,圆形定位板主体上沿圆周间隔120度加工有条形开口槽,定位销定位位置孔与其中一个条形开口槽呈90度位置设置。具有结构简单,成本低廉,定位准确的特点。
技术研发人员:于阳,李强
受保护的技术使用者:通化建新科技有限公司
技术研发日:20230222
技术公布日:2024/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1