一种铝型材挤压机加工用挤压装置的制作方法
:本技术涉及挤压机,尤其涉及一种铝型材挤压机加工用挤压装置。
背景技术
0、
背景技术:
1、铝棒成型过程中需要将铝棒料放入挤压机中,挤压机的挤压杆通过挤压垫片推动铝棒压入模具内成型,传统的挤压垫片与挤压轴之间没有固定连接,因此在一个铝棒的挤压动作完成后,挤压垫片和压余残料从挤压筒中推出并将两者分离,以便挤压垫片再人工送入挤压机,但对于2000t以上的大型挤压机,压余残料和挤压垫片两者的重量较大,不便于分离挤压垫片和压余残料,且每次进行铝棒加工后的挤压垫片分离工作不仅增加工作人员的工作量,还降低了挤压机的生产效率;
2、现有挤压机的采用固定式挤压垫片,包括挤压垫外套和内锥块,挤压垫外套内设置有挤压槽,内锥块通过螺栓卡在挤压垫外套的挤压槽,挤压轴与挤压垫外套螺纹连接,挤压垫外套具有弹性,挤压轴带动挤压垫外套移动并使内锥块挤压铝棒,铝棒的反作用力推动内锥块而使挤压槽扩大,挤压垫外套则外扩,具有封闭被挤压的铝棒反向溢出的作用,待挤压铝棒动作完成后,挤压轴带动挤压垫外套复位,铝棒的反作用力消失而使内锥块复位,挤压垫外套恢复原来的尺寸,这样每次进行铝棒加工后无需将挤压垫片与压余残料分离,减少工作人员工作量的同时提高挤压机的生产效率,但在实际生产加工过程中挤压轴与挤压筒之间的对中位置会随温度环境和生产公差而发生变化,而挤压轴与挤压垫外套采用螺纹连接而使挤压垫片与挤压轴安装后的相对位置不存在径向浮动量,这样若挤压轴与挤压筒之间的对中位置发生变化,挤压垫片与挤压轴安装后的相对位置无法调整而使挤压垫片与挤压筒无法对中,进而影响铝棒的挤压工作,因此需要设计新型的挤压垫片结构解决上述问题。
技术实现思路
0、
技术实现要素:
1、为了解决上述技术问题,本实用新型提供一种铝型材挤压机加工用挤压装置的连接杆一端与挤压垫片连接,连接杆另一端通过连接卡头与挤压轴的连接卡槽连接,且连接卡头的大小小于连接卡槽,这样挤压轴和挤压垫片安装后的相对位置便存在径向浮动量,即使挤压轴与挤压筒之间的对中位置发生变化,挤压垫片与挤压轴安装后的相对位置也可实时调整而使挤压垫片对中,使得铝棒的挤压工作可正常进行。
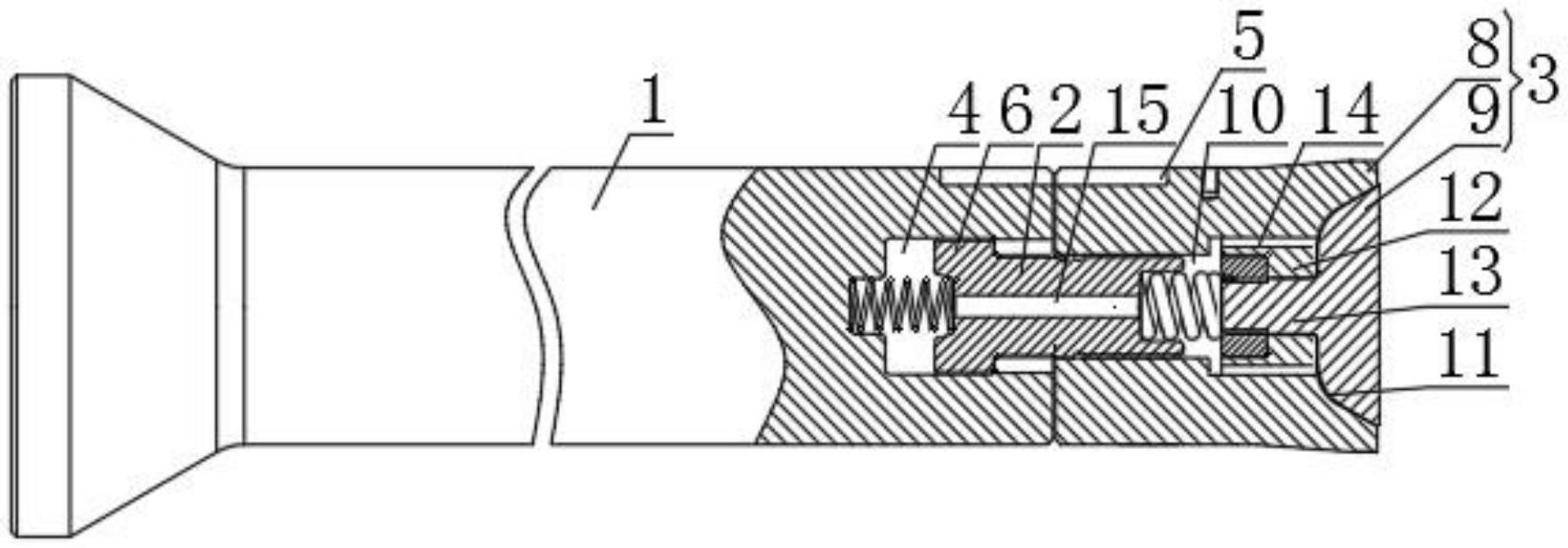
2、一种铝型材挤压机加工用挤压装置,包括挤压轴、连接杆和挤压垫片,所述挤压轴朝向所述挤压垫片的一端中心设置有连接卡槽,且挤压轴与挤压垫片两者相向的一端周壁设置有定位键槽,所述连接杆的一端与所述挤压垫片朝向所述挤压轴的一端螺纹连接,所述连接杆的另一端设置有大小小于所述连接卡槽的连接卡头,且连接卡头插入挤压轴的连接卡槽并与连接卡槽卡接。
3、优选地,所述连接卡槽为圆槽体,所述连接卡槽在槽口位置的部分的直径小于其他部分的直径,且连接卡槽在槽口位置圆周均匀设置有四个扇形凸起并形成卡口,所述连接卡头为与所述卡口形状对应的卡头结构,且连接卡头小于卡口。
4、优选地,所述挤压轴的定位键槽与所述连接杆的定位键槽之间错开45°设置。
5、优选地,所述挤压垫片包括挤压垫外套和内锥块,所述挤压垫外套内设置有相连通的安装槽和挤压槽,且安装槽和挤压槽之间设置有安装座,所述内锥块上设置有安装杆,且内锥块的安装杆插入安装座后通过螺母定位并使内锥块设置在挤压槽的位置,所述连接杆的一端插入所述挤压垫外套的安装槽并与安装槽的槽壁螺纹连接。
6、优选地,所述挤压槽和所述内锥块之间留有间隙,所述安装座设置有与所述挤压槽和所述内锥块之间的间隙连通的排气通孔,所述连接杆的中心设置有排气通槽。
7、优选地,所述连接杆的一端在所述排气通槽朝向所述安装座的槽口位置和所述挤压轴的连接卡槽的槽底中部设置有弹簧。
8、本实用新型的有益效果是:该铝型材挤压机加工用挤压装置通过挤压轴、连接杆和挤压垫片相互配合,使得连接杆一端与挤压垫片连接,连接杆另一端通过连接卡头与挤压轴的连接卡槽连接,且连接卡头的大小小于连接卡槽,这样挤压轴和挤压垫片安装后的相对位置便存在径向浮动量,即使挤压轴与挤压筒之间的对中位置发生变化,挤压垫片与挤压轴安装后的相对位置也可实时调整而使挤压垫片在挤压筒内对中,再由挤压轴和挤压垫片上的定位键槽和连接键配合定位,使得铝棒的挤压工作可正常进行。
技术特征:
1.一种铝型材挤压机加工用挤压装置,其特征在于:包括挤压轴、连接杆和挤压垫片,所述挤压轴朝向所述挤压垫片的一端中心设置有连接卡槽,且挤压轴与挤压垫片两者相向的一端周壁设置有定位键槽,所述连接杆的一端与所述挤压垫片朝向所述挤压轴的一端螺纹连接,所述连接杆的另一端设置有大小小于所述连接卡槽的连接卡头,且连接卡头插入挤压轴的连接卡槽并与连接卡槽卡接。
2.根据权利要求1所述的一种铝型材挤压机加工用挤压装置,其特征在于:所述连接卡槽为圆槽体,所述连接卡槽在槽口位置的部分的直径小于其他部分的直径,且连接卡槽在槽口位置圆周均匀设置有四个扇形凸起并形成卡口,所述连接卡头为与所述卡口形状对应的卡头结构,且连接卡头小于卡口。
3.根据权利要求2所述的一种铝型材挤压机加工用挤压装置,其特征在于:所述挤压轴的定位键槽与所述连接杆的定位键槽之间错开45°设置。
4.根据权利要求2所述的一种铝型材挤压机加工用挤压装置,其特征在于:所述挤压垫片包括挤压垫外套和内锥块,所述挤压垫外套内设置有相连通的安装槽和挤压槽,且安装槽和挤压槽之间设置有安装座,所述内锥块上设置有安装杆,且内锥块的安装杆插入安装座后通过螺母定位并使内锥块设置在挤压槽的位置,所述连接杆的一端插入所述挤压垫外套的安装槽并与安装槽的槽壁螺纹连接。
5.根据权利要求4所述的一种铝型材挤压机加工用挤压装置,其特征在于:所述挤压槽和所述内锥块之间留有间隙,所述安装座设置有与所述挤压槽和所述内锥块之间的间隙连通的排气通孔,所述连接杆的中心设置有排气通槽。
6.根据权利要求5所述的一种铝型材挤压机加工用挤压装置,其特征在于:所述连接杆的一端在所述排气通槽朝向所述安装座的槽口位置和所述挤压轴的连接卡槽的槽底中部设置有弹簧。
技术总结
本技术公开一种铝型材挤压机加工用挤压装置,包括挤压轴、连接杆和挤压垫片,挤压轴朝向挤压垫片的一端中心设置有连接卡槽,且挤压轴与挤压垫片两者相向的一端周壁设置有定位键槽,连接杆的一端与所述挤压垫片朝向挤压轴的一端螺纹连接,连接杆的另一端设置有大小小于连接卡槽的连接卡头;该铝型材挤压机加工用挤压装置的连接杆一端与挤压垫片连接,连接杆另一端通过连接卡头与挤压轴的连接卡槽连接,且连接卡头的大小小于连接卡槽,这样挤压轴和挤压垫片安装后的相对位置便存在径向浮动量,即使挤压轴与挤压筒之间的对中位置发生变化,挤压垫片与挤压轴安装后的相对位置也可实时调整而使挤压垫片对中,使得铝棒的挤压工作可正常进行。
技术研发人员:姜明辉
受保护的技术使用者:佛山市粤能洪机械设备有限公司
技术研发日:20230224
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!