一种变厚度主轴滑套的闭式锻造模具的制作方法
本技术涉及锻造模具,具体涉及一种变厚度主轴滑套的闭式锻造模具。
背景技术:
1、螺旋压力机和锤一样能在较高的储能点上以较快速度释放能量,带有冲击作用,故金属获得的变形能比较大。同时它又具备曲柄压力机的特性。其双重特性使金属坯料在一个型槽内可以进行多次打击变形,从而可进行大变形工步,也可进行小变形工步。由于行程不固定,所以锻件精度不受设备自身弹性变形的影响,适合进行精密模锻。带有下顶出器可实现顶出,加之其刚性好、调整方便、价格便宜等优点,使其成为较理想的无飞边模锻设备,可广泛应用于锻造工艺中的模具施压。
2、随着锻造行业的发展,闭式锻造以其成型稳定、锻件质量好、材料利用率高而成为一种新兴的锻造方式。但是现有的主轴滑套为锻锤上开式锻造工艺,采用镦粗—锻造—冲孔—切边工序,使得锻件容易被打薄,锻件易产生错差,锻件切边不易放正导致外观质量差,在机加工时不易定位装夹导致致废率高,锻造工步多,锻件加工余量大、飞边大导致费料等。因此现亟需一种新的锻造装置以改善这些缺陷。
技术实现思路
1、本实用新型的目的是提供一种变厚度主轴滑套的闭式锻造模具,以解决现有用于变厚度主轴滑套的开式锻造工艺使得锻件容易被打薄,锻件易错位导致质量差,在机加工时不易定位装夹导致致废率高,以及锻造工步多的技术问题。
2、为了达到上述目的,本实用新型提供了一种变厚度主轴滑套的闭式锻造模具,用于锻造变厚度主轴滑套锻件,待锻造的所述主轴滑套锻件包括由上至下依次同轴设置的上锥形段、中锥形段以及下锥形段,所述主轴滑套的中心设有贯穿其上下端的中孔,其特殊之处在于:
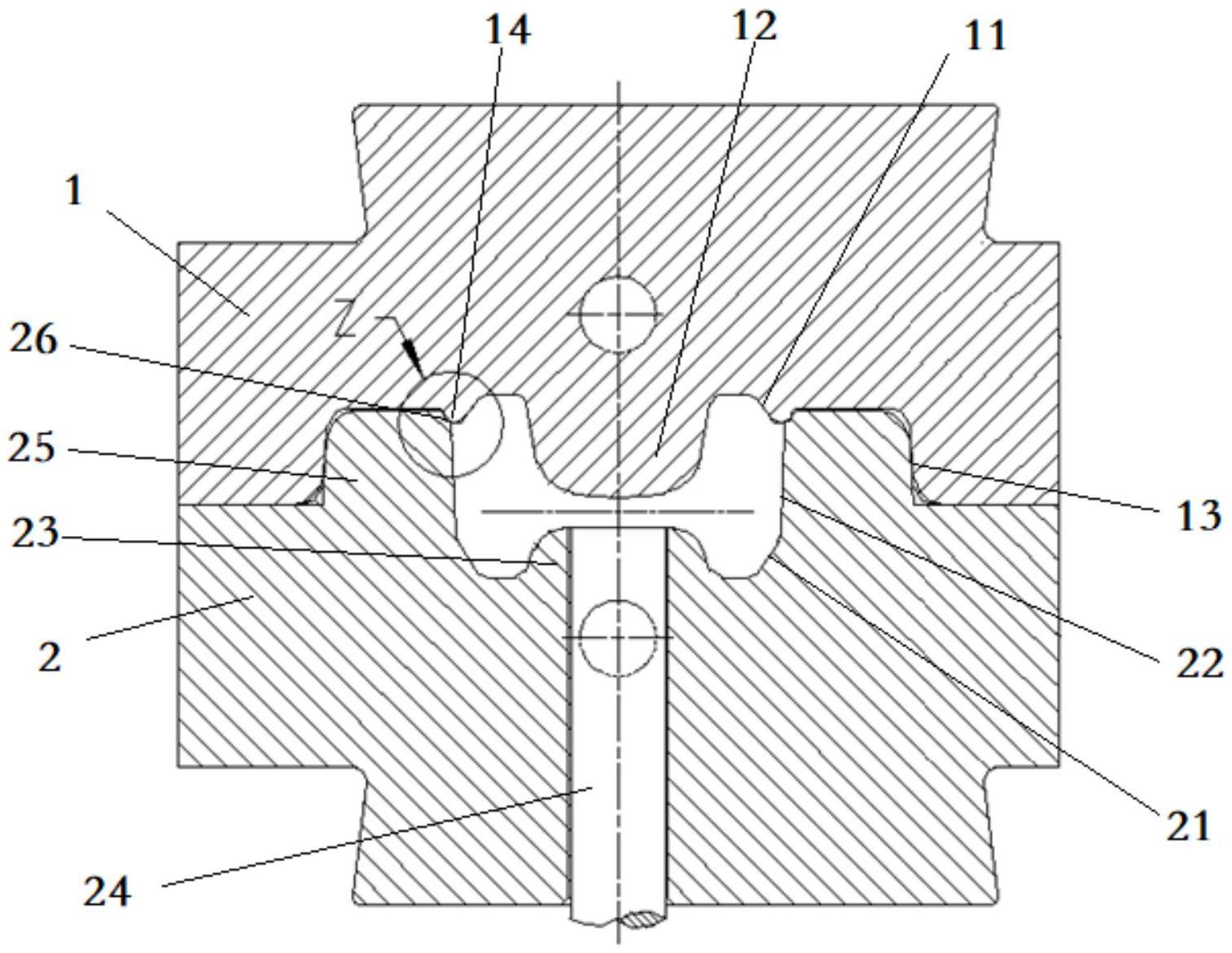
3、包括上镶块和位于上镶块之下的下镶块;
4、所述上镶块下端设有向上凹陷的圆锥台状第一凹槽;所述第一凹槽的母线与所述上锥形段的母线长度及锥度均相等;所述第一凹槽的槽底中部设有同轴向下凸起的圆锥台状第一凸块;所述第一凸块小端向下,用于对主轴滑套进行初步锻孔;
5、所述下镶块上端设有同轴向下凹陷且均为圆锥台状的第二凹槽和锥孔;所述第二凹槽大口向上,其大口端内径与锥孔小口端内径相等,第二凹槽的母线与所述下锥形段的母线长度及锥度均相等;所述锥孔位于第二凹槽上方且同轴连接,锥孔的母线与所述中锥形段的母线长度及锥度均相等;所述第二凹槽的槽底中部设有同轴向上凸起的圆锥台状第二凸块;所述第二凸块小端向上,用于对主轴滑套进行初步锻孔;
6、所述上镶块下端与下镶块上端接触时,所述第一凸块与第二凸块之间设有间隙;
7、所述第二凸块中心设有贯穿第二凸块上端面及下镶块下端面的顶出孔,所述顶出孔用于顶出已锻造的变厚度主轴滑套。
8、进一步地,所述上镶块下端中心还设有向上凹陷且为圆锥台状的第三凹槽;
9、所述第三凹槽大口向下;
10、所述第一凹槽设置在第三凹槽的槽底中部;
11、所述下镶块上端中心还设有向上凸起且为圆锥台状的第三凸块;
12、所述第三凸块小端向上;
13、所述第二凹槽和锥孔均设置在第三凸块中部;
14、所述第三凸块与所述第三凹槽凹凸卡合。
15、进一步地,所述第三凹槽槽底还设有弧面凸环;
16、所述弧面凸环绕第一凹槽大口端边缘设置;
17、所述第三凸块靠近锥孔上端边缘处设有环形缺口;
18、所述环形缺口的径向截面为圆弧状,其弧度与所述弧面凸环的弧度相匹配。进一步地,所述第三凹槽槽底向其侧壁平滑过渡;
19、所述第三凸块的外壁与第三凸块的上端面平滑过渡。
20、所述第三凸块的外壁与第三凸块的上端面平滑过渡。
21、本实用新型的有益效果:
22、1、本实用新型设置了由上镶块和下镶块组成的锻造模具,并在上镶块和下镶块之间设置了闭式型腔,采用该模具锻造主轴滑套使得锻件不会被打薄,锻造时,将预制金属圆饼直接放入闭式型腔进行锻打,即可得到主轴滑套锻件,减少了锻造工步以及锻造致废率,提高了主轴滑套锻件质量。
23、2、采用本实用新型在上镶块上设置了圆锥台状的第一凹槽,以此降低锻件分模面的位置,使锻件的形状更接近零件形状,实现近净成型。
24、3、采用本实用新型提供的锻造模具锻造变厚度主轴滑套仅需进行加热-镦粗-终锻-冲孔即可成型,简化了锻造工序,提高了锻造效率且提高了锻件外观质量。
25、4、本实用新型在上镶块下端设置了第三凹槽,并在下镶块上端设置了第三凸块,第三凸块与第三凹槽凹凸卡合进行锁紧,能够对上镶块和下镶块进行限位,避免二者错位,使得分模面上下同轴度好,防锻件产生错差,提高锻件质量。
26、5、本实用新型还设置了弧面凸环和环形缺口,二者相互匹配,以锻出锻件的上倒角。弧面凸环和环形缺口之间的小间隙,作为毛刺槽,使得余料从弧面凸环和环形缺口之间挤出,形成方向向斜上方的毛刺。毛刺槽方向转变角度,则金属与上镶块和下镶块的接触面增大,摩擦阻力增大,即金属挤出阻力增大,使其不易挤出,从而减小毛刺,利于后续去除。另外弧面凸环和环形缺口的设置保证了上镶块此薄弱处不易塌陷失效,保证了镶块寿命。
27、6、通过本实用新型的效果可以证明,将模锻锤上成形困难的小件安排在螺旋压力机上生产,能够发挥螺旋压力机的优势,科学合理。
技术特征:
1.一种变厚度主轴滑套的闭式锻造模具,用于锻造变厚度主轴滑套锻件,待锻造的所述主轴滑套锻件包括由上至下依次同轴设置的上锥形段(01)、中锥形段(02)以及下锥形段(03),所述主轴滑套的中心设有贯穿其上下端的中孔(04),其特征在于:
2.根据权利要求1所述的一种变厚度主轴滑套的闭式锻造模具,其特征在于:
3.根据权利要求2所述的一种变厚度主轴滑套的闭式锻造模具,其特征在于:
4.根据权利要求3所述的一种变厚度主轴滑套的闭式锻造模具,其特征在于:
技术总结
本技术公开了一种变厚度主轴滑套的闭式锻造模具,解决了用于变厚度主轴滑套的开式锻造工艺使得锻件容易被打薄,锻件易错位导致质量差的问题。具体包括包括上镶块和下镶块;上镶块下端设有第一凹槽;第一凹槽的槽底中部设有第一凸块;第一凸块小端向下;下镶块上端设有第二凹槽和锥孔;第二凹槽大口向上,其大口端内径与锥孔小口端内径相等,第二凹槽的母线与下锥形段的母线长度及锥度均相等;锥孔位于第二凹槽上方且同轴连接,锥孔的母线与中锥形段的母线长度及锥度均相等;第二凹槽的槽底中部设有第二凸块;第二凸块小端向上;上镶块与下镶块接触时,第一凸块与第二凸块间有间隙;第二凸块中心设有贯穿第二凸块上端面及下镶块下端面的顶出孔。
技术研发人员:李艳,张蓬勃,郭凯,李文新
受保护的技术使用者:宝鸡法士特齿轮有限责任公司
技术研发日:20230227
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!