一种自复位式球销冷镦模具的制作方法
本技术属于球销加工,具体涉及一种自复位式球销冷镦模具。
背景技术:
1、车辆在行驶中,底盘系统某些部件之间会根据驾驶者操作及路面反馈发生相对较大转动、摆动,因此需要具有较大相对转动、摆动的连接件,一般由球销总成连接。汽车球销总成常用在悬架和转向系统中,起球铰作用。球销总成是保证汽车操纵稳定性、行驶平顺性、舒适性、安全性及使汽车正确、准确行驶的关键零件。
2、现有技术是通过车床工艺车出球销的圆球部位,由于球销的球头带有弧度,在车加工过程中需要不停地调整车刀的进刀角度,这就导致增大了车工的操作难度;而且为避免车刀崩裂,因此通常会控制较小的进刀量,这样一来便延长了球销的加工时间,导致球销加工效率低,而且车掉半成品球销胚料也会造成相应的成本浪费。
技术实现思路
1、本实用新型目的是为了克服现有技术的不足而提供一种自复位式球销冷镦模具。
2、为达到上述目的,本实用新型采用的技术方案是:一种自复位式球销冷镦模具,它包括:
3、外模板、开设在所述外模板内且相互连通的模腔和通槽、弹性设置在所述模腔内的成型板、设置在所述成型板靠近通槽一侧的销板、倾斜开设在所述销板内的外销面、圆周设置在所述销板内的成型销、设置所述成型销外侧且与外销面相配合的内销面、开设在所述成型销一侧的第二球销槽、开设在成型板靠近成型销一侧的第一球销槽以及弹性贯穿成型板的限位杆;
4、所述模腔和通槽同轴设置。
5、优化地,它还包括固定在所述外模板远离销板一侧的垫块、设置在所述模腔内的顶板、水平贯穿所述顶板的顶板槽、套设在所述成型板上的碟簧以及套设在所述限位杆上的弹簧。
6、优化地,所述成型板包括成型主板、一体连接在所述成型主板一侧的成型副板以及依次开设在成型主板和成型副板内的一级限位槽、二级限位槽和三级限位槽,所述成型主板穿设在顶板槽内,所述第一球销槽与一级限位槽相连,所述二级限位槽的直径大于一级限位槽的直径,所述三级限位槽的直径大于二级限位槽的直径。
7、优化地,所述限位杆包括穿设在一级限位槽内的一级限位杆、一体连接在所述一级限位杆一侧的二级限位块、穿设在所述三级限位槽内的三级限位块以及一体连接在所述三级限位块远离二级限位块一侧的弹簧套柱,所述一级限位杆的直径等于一级限位槽的直径,所述二级限位块的直径等于二级限位槽的直径,所述三级限位块的直径等于三级限位槽的直径,所述弹簧套柱的直径小于三级限位块的直径。
8、优化地,它还包括开设在所述销板内且与外销面相连的卡槽、开设在所述成型销内且与第二球销槽相连通的避让槽、开设在所述成型销相向一侧的定位孔、设置在所述定位孔内的弹簧销、设置在所述成型副板和外模板之间的碟簧腔以及设置在所述弹簧套柱和成型副板之间的弹簧腔,所述成型主板的直径等于卡槽的直径,所述碟簧设置在碟簧腔内,所述弹簧设置在弹簧腔内。
9、优化地,所述碟簧包括碟簧本体、水平贯穿所述碟簧本体的通孔、分别设置在所述碟簧本体两侧的碟簧内弧和碟簧外弧,所述成型副板的直径等于通孔的直径。
10、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
11、本实用新型自复位式球销冷镦模具结构简单,在销板内设置直径渐缩的外销面,在销板内圆周设置成型销,依靠外销面和内销面的配合,确保圆周设置的成型销同步向内靠拢,进而在第一球销槽和第二球销槽内成型球销的圆球部位;在冷镦过程中,会逐渐压缩碟簧和弹簧,冷镦成型之后,在碟簧以及弹簧的作用下,实现各部件自动复位的同时并且将成型后的球销顶出,方便下一次冷镦工艺的进行,相比于传统的车加工,极大程度地提高了加工的效率,不再需要车掉多余的金属胚料,节省了成本,而且也降低了球销的球头加工难度。
技术特征:
1.一种自复位式球销冷镦模具,其特征在于,它包括:
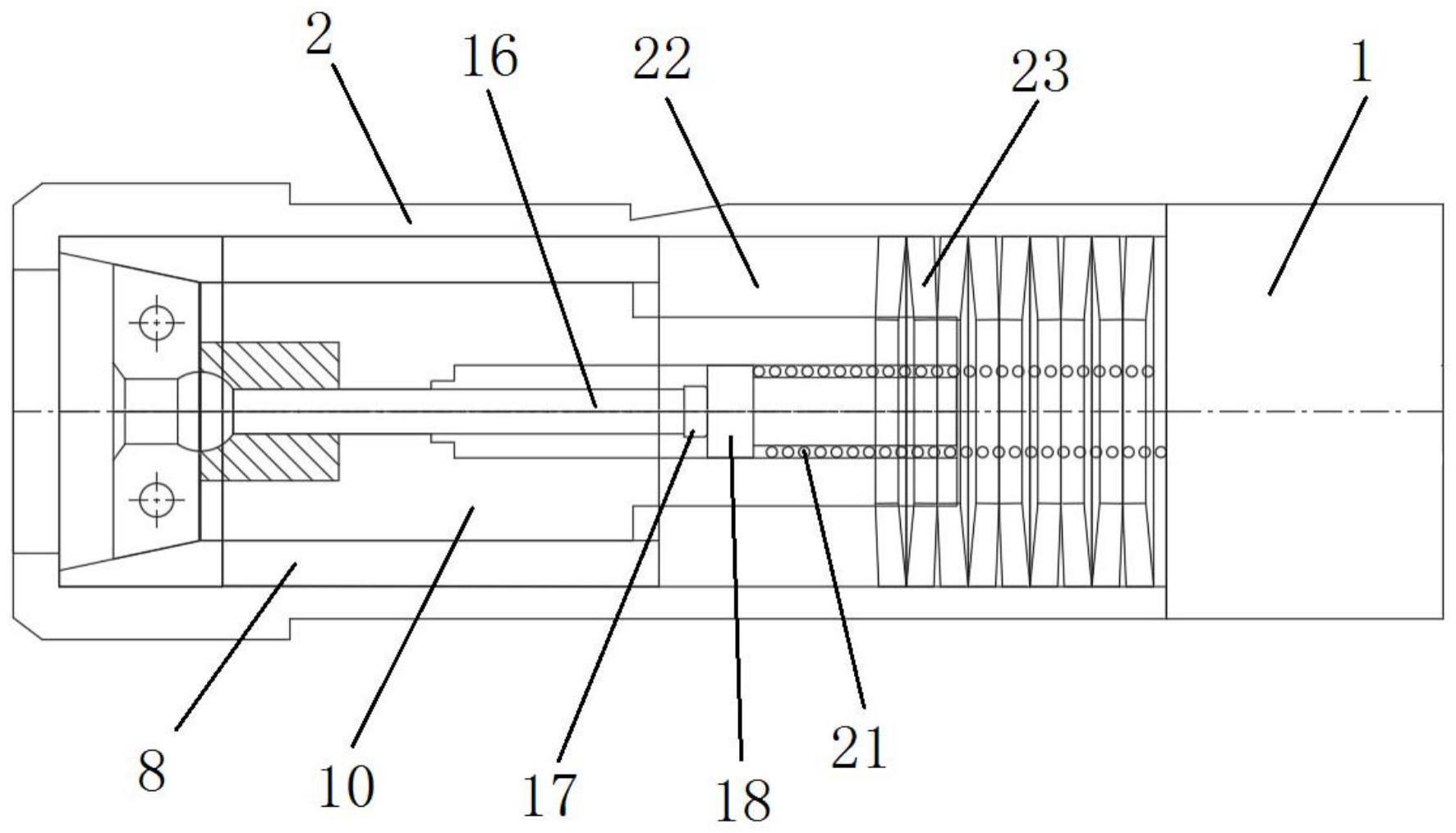
2.根据权利要求1所述的一种自复位式球销冷镦模具,其特征在于:它还包括固定在所述外模板(2)远离销板(5)一侧的垫块(1)、设置在所述模腔(3)内的顶板(8)、水平贯穿所述顶板(8)的顶板槽(9)、套设在所述成型板上的碟簧(23)以及套设在所述限位杆上的弹簧(21)。
3.根据权利要求2所述的一种自复位式球销冷镦模具,其特征在于:所述成型板包括成型主板(10)、一体连接在所述成型主板(10)一侧的成型副板(11)以及依次开设在成型主板(10)和成型副板(11)内的一级限位槽(13)、二级限位槽(14)和三级限位槽(15),所述成型主板(10)穿设在顶板槽(9)内,所述第一球销槽(12)与一级限位槽(13)相连,所述二级限位槽(14)的直径大于一级限位槽(13)的直径,所述三级限位槽(15)的直径大于二级限位槽(14)的直径。
4.根据权利要求3所述的一种自复位式球销冷镦模具,其特征在于:所述限位杆包括穿设在一级限位槽(13)内的一级限位杆(16)、一体连接在所述一级限位杆(16)一侧的二级限位块(17)、穿设在所述三级限位槽(15)内的三级限位块(18)以及一体连接在所述三级限位块(18)远离二级限位块(17)一侧的弹簧套柱(19),所述一级限位杆(16)的直径等于一级限位槽(13)的直径,所述二级限位块(17)的直径等于二级限位槽(14)的直径,所述三级限位块(18)的直径等于三级限位槽(15)的直径,所述弹簧套柱(19)的直径小于三级限位块(18)的直径。
5.根据权利要求4所述的一种自复位式球销冷镦模具,其特征在于:它还包括开设在所述销板(5)内且与外销面(7)相连的卡槽(6)、开设在所述成型销(28)内且与第二球销槽(30)相连通的避让槽(32)、开设在所述成型销(28)相向一侧的定位孔(29)、设置在所述定位孔(29)内的弹簧销、设置在所述成型副板(11)和外模板(2)之间的碟簧腔(22)以及设置在所述弹簧套柱(19)和成型副板(11)之间的弹簧腔(20),所述成型主板(10)的直径等于卡槽(6)的直径,所述碟簧(23)设置在碟簧腔(22)内,所述弹簧(21)设置在弹簧腔(20)内。
6.根据权利要求5所述的一种自复位式球销冷镦模具,其特征在于:所述碟簧(23)包括碟簧本体(24)、水平贯穿所述碟簧本体(24)的通孔(25)、分别设置在所述碟簧本体(24)两侧的碟簧内弧(26)和碟簧外弧(27),所述成型副板(11)的直径等于通孔(25)的直径。
技术总结
本技术涉及一种自复位式球销冷镦模具,它包括:外模板、开设在所述外模板内且相互连通的模腔和通槽、弹性设置在所述模腔内的成型板、设置在所述成型板靠近通槽一侧的销板、倾斜开设在所述销板内的外销面、圆周设置在所述销板内的成型销、设置所述成型销外侧且与外销面相配合的内销面、开设在所述成型销一侧的第二球销槽、开设在成型板靠近成型销一侧的第一球销槽以及弹性贯穿成型板的限位杆;所述模腔和通槽同轴设置。本技术自复位式球销冷镦模具结构简单,在销板内圆周设置成型销,依靠外销面和内销面的配合,确保圆周设置的成型销同步向内靠拢,进而成型球销的圆球部位,相比于传统的车加工,极大程度地提高了加工的效率,节省了成本。
技术研发人员:饶陈伟,陈国龙,孙菲,孙丁
受保护的技术使用者:苏州新凌高强度紧固件有限公司
技术研发日:20230228
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!