一种料斗圆弧折弯用模具工装的制作方法
本技术涉及专用工装设计领域,具体涉及一种料斗圆弧折弯用模具工装。
背景技术:
1、传统的斗提料斗生产过程一般分为钻孔、压窝、折弯、焊接四个主要过程,由于近年来斗提产量的提升,料斗也逐步加大加深,对于加深后的料斗,其外轮廓具有多角度要求,由于角度限制,可能无法一次成型,并且其钢板在折弯前还应完成钻孔及压窝工序,这就导致在折弯机上折弯有窝孔的钢板会耗费大量工时,影响加工效率,制作精度低。
技术实现思路
1、针对现有技术存在的上述缺陷,提供了一种料斗圆弧折弯用模具工装,有效提高了生产效率。
2、本实用新型为解决上述技术问题所采用的技术方案是:
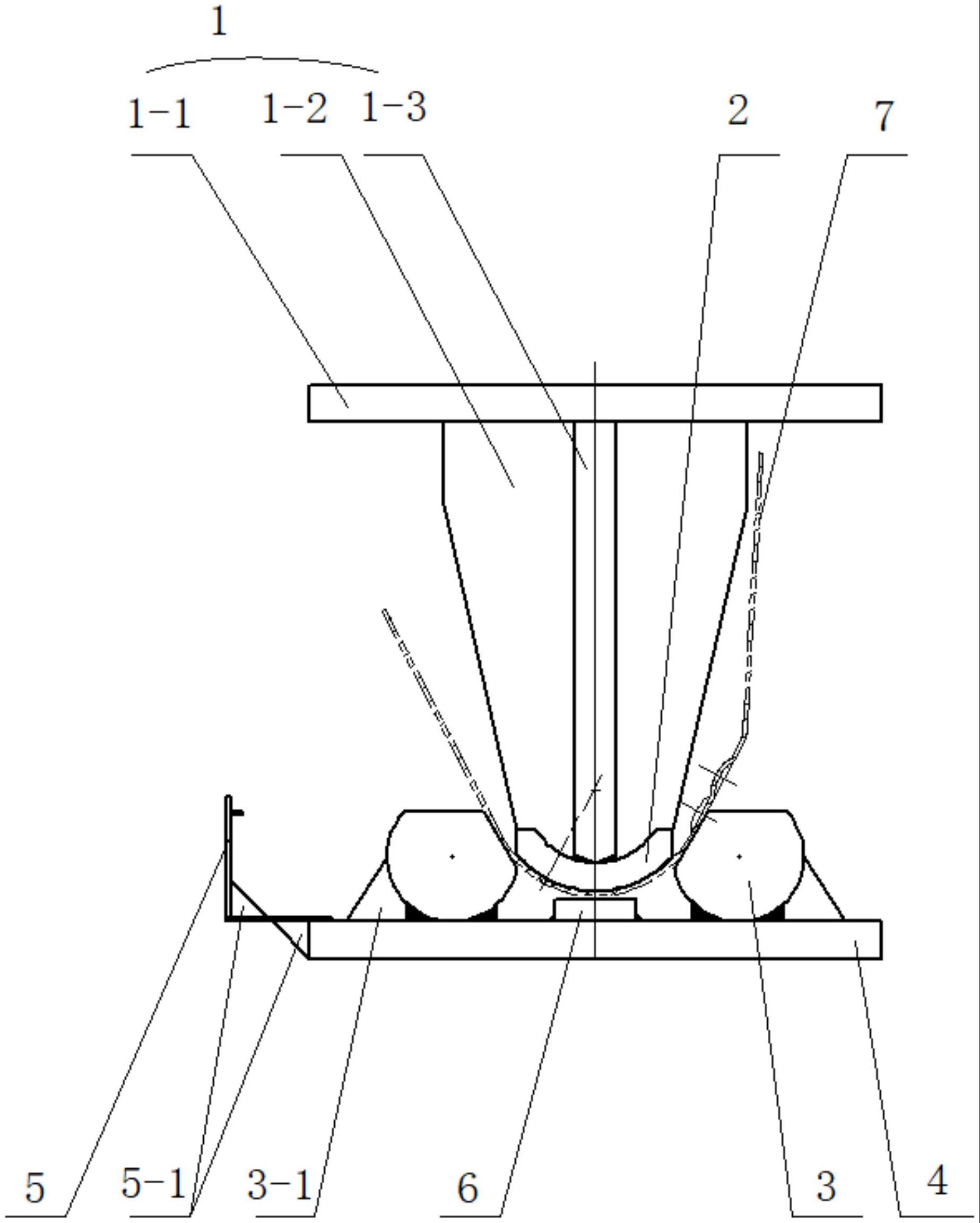
3、一种料斗圆弧折弯用模具工装,其特征在于:包括上模框架、折弯模头、圆钢定位块、下模框架以及限位板,上模框架的顶部固定在外部的压力机床上,随外部压力机床上下移动;折弯模头固定设在上模框架的底部,折弯模头底部的形状依据料斗折弯尺寸确定;下模框架的底部固定在外部压力机床上,两个圆钢定位块对称布设在下模框架的顶部,圆钢定位块的相邻面上设有与折弯模头相匹配的折弯面,且两个圆钢定位块之间的间距依据料斗折弯尺寸确定;在折弯模头随外部压力机床下移至设定位置时,折弯模头和两个圆钢定位块之间构成设计料斗折弯的形状;限位板在下模框架顶部的侧边上,限位板位于其中一个圆钢定位块外侧,限位板与该圆钢定位块间距由料斗折弯尺寸确定。
4、按上述技术方案,还包括限位块,限位块设在圆钢定位块之间。
5、按上述技术方案,上模框架包括平面结构的上模固定板、横向筋板、以及纵向筋板,横向筋板和纵向筋板均竖直布设,横向筋板和纵向筋板之间相互垂直,且二者高度一致;横向筋板和纵向筋板的顶部焊接固定在上模固定板的底部,横向筋板和纵向筋板的底部焊接固定在折弯模头的顶部,上模固定板通过螺栓固定在外部压力机床上。
6、按上述技术方案,横向筋板的下部外侧带有一定角度。
7、按上述技术方案,折弯模头采用横截面类似半圆形的钢管管壁,钢管管壁的外圆半径小于料斗设计的折弯圆弧。图中实施例,钢管管壁的外圆半径较料斗设计的折弯圆弧略小,用于贴合所需的折弯圆弧。
8、按上述技术方案,圆钢定位块和折弯模头的结构强度高于待折弯料斗钢板的强度。
9、按上述技术方案,在两个圆钢定位块的外侧设有固定筋板,固定筋板分别与圆钢定位块和下模框架焊接固定相连。
10、按上述技术方案,在限位板侧面设有加强筋,加强筋分别与限位板的侧面和下模框架焊接固定相连。
11、本实用新型具有以下有益效果:
12、1、在外部压力机床上设置上模框架和下模框架,并分别在上模框架和下模框架上设置折弯模头和与之配合的圆钢定位块,利用压力机床驱动上模框架向着下模框架移动,将折弯模头压入圆钢定位块之间,实现对待折弯料斗钢板的折弯作业。在下模框架上设置用于待折弯料斗钢板定位的限位板,利用限位板确定折弯模头和圆钢定位块在待折弯料斗钢板上的折弯位置。通过以上措施,解决由于角度限制,可能无法一次成型的料斗折弯操作,在折弯过程中需多次划线、找正、调整的问题;本装置在完成压窝及首道折弯等工序后,快速将整个斗提料斗最后所需的圆弧折弯结构压出,有效提高了生产效率,具有结构简单、可控性好使用寿命长的特点,适合于批量生产斗式提升机料斗的情况。
13、2、通过设置限位块,用于防止压力机限位发生误动作,过度压入造成的圆弧折弯角度小于预定角度的情况。
技术特征:
1.一种料斗圆弧折弯用模具工装,其特征在于:包括上模框架、折弯模头、圆钢定位块、下模框架以及限位板,上模框架的顶部固定在外部的压力机床上,随外部压力机床上下移动;折弯模头固定设在上模框架的底部,折弯模头底部的形状依据料斗折弯尺寸确定;下模框架的底部固定在外部压力机床上,两个圆钢定位块对称布设在下模框架的顶部,圆钢定位块的相邻面上设有与折弯模头相匹配的折弯面,且两个圆钢定位块之间的间距依据料斗折弯尺寸确定;在折弯模头随外部压力机床下移至设定位置时,折弯模头和两个圆钢定位块之间构成设计料斗折弯的形状;限位板在下模框架顶部的侧边上,限位板位于其中一个圆钢定位块外侧,限位板与该圆钢定位块间距由料斗折弯尺寸确定。
2.根据权利要求1所述的料斗圆弧折弯用模具工装,其特征在于:还包括限位块,限位块设在圆钢定位块之间。
3.根据权利要求1所述的料斗圆弧折弯用模具工装,其特征在于:上模框架包括平面结构的上模固定板、横向筋板、以及纵向筋板,横向筋板和纵向筋板均竖直布设,横向筋板和纵向筋板之间相互垂直,且二者高度一致;横向筋板和纵向筋板的顶部焊接固定在上模固定板的底部,横向筋板和纵向筋板的底部焊接固定在折弯模头的顶部,上模固定板通过螺栓固定在外部压力机床上。
4.根据权利要求3所述的料斗圆弧折弯用模具工装,其特征在于:横向筋板的下部外侧带有一定角度。
5.根据权利要求1所述的料斗圆弧折弯用模具工装,其特征在于:折弯模头采用横截面类似半圆形的钢管管壁,钢管管壁的外圆半径小于料斗设计的折弯圆弧,用于贴合所需的折弯圆弧。
6.根据权利要求1所述的料斗圆弧折弯用模具工装,其特征在于:圆钢定位块和折弯模头的结构强度高于待折弯料斗钢板的强度。
7.根据权利要求1所述的料斗圆弧折弯用模具工装,其特征在于:在两个圆钢定位块的外侧设有固定筋板,固定筋板分别与圆钢定位块和下模框架焊接固定相连。
8.根据权利要求1所述的料斗圆弧折弯用模具工装,其特征在于:在限位板侧面设有加强筋,加强筋分别与限位板的侧面和下模框架焊接固定相连。
技术总结
本技术涉及专用工装设计领域,公开了一种料斗圆弧折弯用模具工装。在外部压力机床上设置上模框架和下模框架,并分别在上模框架和下模框架上设置折弯模头和与之配合的圆钢定位块,利用压力机床驱动上模框架向着下模框架移动,将折弯模头压入圆钢定位块之间,实现对待折弯料斗钢板的折弯作业。在下模框架上设置用于待折弯料斗钢板定位的限位板,利用限位板确定折弯模头和圆钢定位块在待折弯料斗钢板上的折弯位置。通过以上措施,本装置在完成压窝及首道折弯等工序后,快速将整个斗提料斗最后所需的圆弧折弯结构压出,有效提高了生产效率,具有结构简单、可控性好使用寿命长的特点,适合于批量生产斗式提升机料斗的情况。
技术研发人员:陶守宝,邵利,梅毅,徐睿,杨风帆
受保护的技术使用者:华新水泥(黄石)装备制造有限公司
技术研发日:20230227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!