一种批量装夹定位装置的制作方法
本技术涉及装夹,尤其是指一种批量装夹定位装置。
背景技术:
1、在工件的生产过程中,需要加工设备对工件进行铣、车和磨等加工处理。在加工设备对工件进行加工之前,一般是通过夹具、虎钳等夹持机构将工件夹持固定,以保证工件在加工时的稳定性。现有的夹具、虎钳等夹持机构无法实现多个工件的夹持,需要频繁地更换工件,无法批量加工处理,大大地降低了对工件进行加工处理的效率,且装夹步骤繁琐,装夹时间长,对技术人员的技术要求高,装夹精度的人为因素影响较大。现有专利中的申请号为cn201520347924.9的专利文件公开了一种定位锁紧托盘夹具,虽然能够快速定位和锁紧托盘,但其主要是有利于整个夹紧托盘及被夹件的自动输送,方便整体输送搬运,且球窝锁紧装置的结构复杂,无法实现批量装夹工件。因此,缺陷十分明显,亟需提供一种解决方案。
技术实现思路
1、为了解决上述技术问题,本实用新型的目的在于提供一种批量装夹定位装置。
2、为了实现上述目的,本实用新型采用如下技术方案:
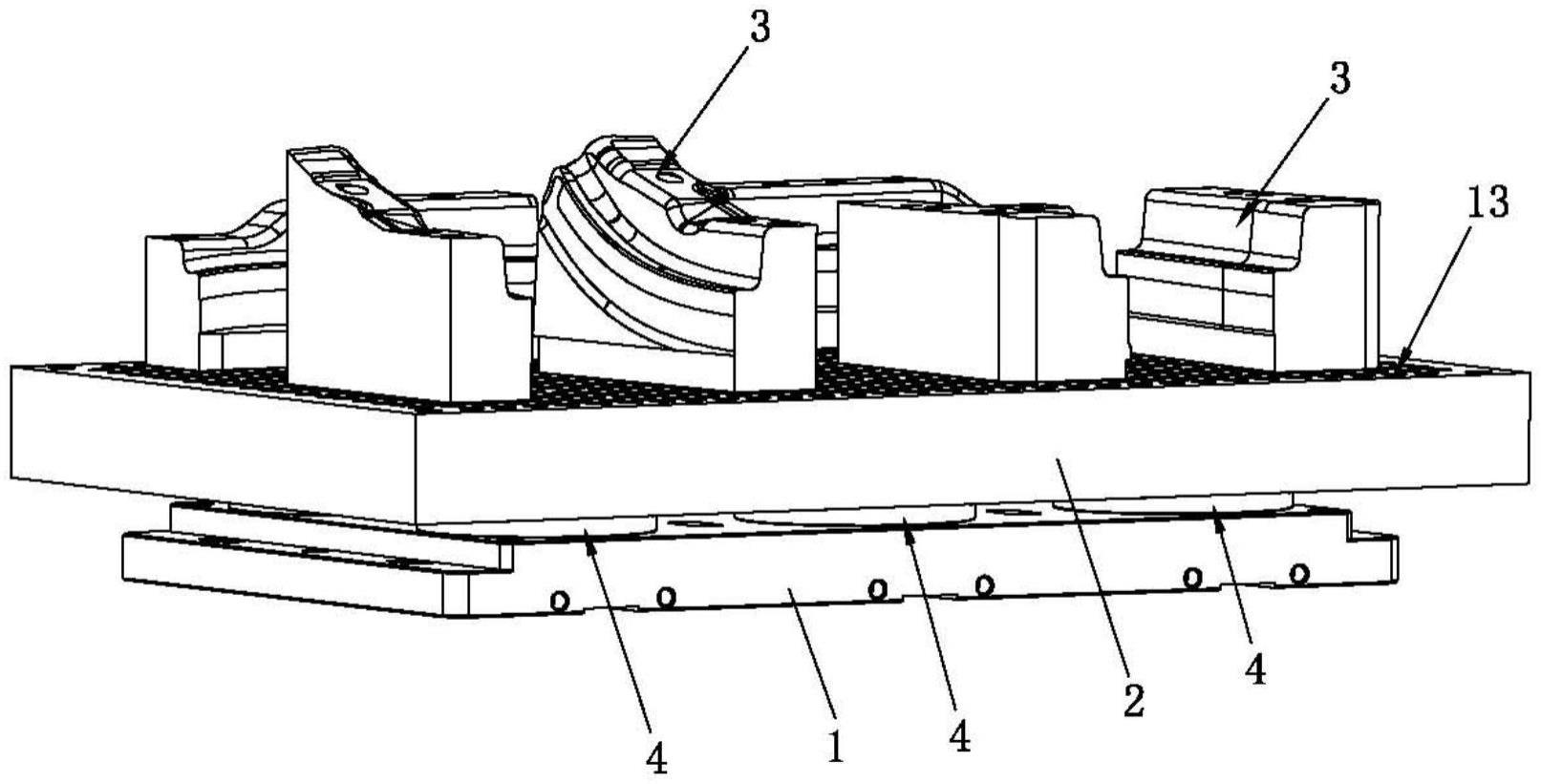
3、一种批量装夹定位装置,其包括底座、批量装夹板、可拆卸地连接于批量装夹板的顶面的多个装夹机构、设置于底座的多个定位机构及连接于批量装夹板的底面的多个定位件,多个定位件分别与多个定位机构一一对应设置,定位机构包括嵌装于底座的嵌装套、设置于嵌装套的多个弹簧珠及装设于底座并将嵌装套封装于底座的封盖,多个弹簧珠围绕嵌装套的中心孔呈环形阵列分布,封盖开设有与嵌装套的中心孔同轴连通的插孔,定位件的周壁开设有卡槽,插孔的内壁设置有第一倒锥面,定位件的周壁设置有第二倒锥面;定位件穿经插孔后突伸至嵌装套的中心孔内,弹簧珠与卡槽卡接,第一倒锥面与第二倒锥面抵触;批量装夹板开设有多个拆装孔,多个拆装孔呈矩形阵列分布,拆装孔内可拆卸地设置有锁固件,多个装夹机构分别经由对应的锁固件安装在批量装夹板上。
4、进一步地,定位件的底端周壁设置有抵触锥面,抵触锥面用于与弹簧珠抵触。
5、进一步地,定位件的顶端设置有螺柱,批量装夹板的底端设置有与螺柱螺纹连接的螺孔。
6、进一步地,定位件的顶端还设置有位于螺柱的下方的限位环,批量装夹板的底端设置有与螺孔同轴连通的限位孔,限位环与限位孔凹凸适配;螺柱贯穿限位孔后与螺孔螺纹连接。
7、进一步地,拆装孔包括自批量装夹板的底面到顶面依次同轴连通的容置孔和第一螺纹孔,装夹机构的底面从下往上依次设置有用于与第一螺纹孔同轴连通的定位孔及与定位孔同轴连通的第二螺纹孔,锁固件包括依次同轴连接的螺帽、第一螺纹柱、定位柱和第二螺纹柱,螺帽容置于容置孔,第一螺纹柱与第一螺纹孔螺纹连接,定位柱突伸至定位孔内,第二螺纹柱与第二螺纹孔螺纹连接。
8、进一步地,封盖经由螺栓与底座可拆卸地连接。
9、进一步地,底座设置有多个锁固孔。
10、本实用新型的有益效果:在实际应用中,底座安装在外部机台上,多个装夹机构经由对应的锁固件锁固在批量装夹板上,再将多个工件分别锁固在多个装夹机构上,工件装夹完毕后,再将批量装夹板连带装夹有工件的多个装夹机构和多个定位件放置在底座上,使得多个定位件分别插入对应的插孔内,从而使得定位件突伸至嵌装套的中心孔内,弹簧珠对应卡槽时,弹簧珠弹入卡槽内,以实现弹簧珠与定位件的卡接,从而实现对批量装夹板进行定位,进而实现对多个装夹机构进行定位,以一次性对多个工件进行定位,便于外部设备对批量的工件进行加工处理。在定位件插入插孔的过程中,第一倒锥面与第二倒锥面抵触配合,以起到自动找中心和纠偏的作用,提高了定位的精度和准确性。本实用新型的结构简单,能够实现批量装夹板的快速安装和精准定位,从而能够对批量的工件进行装夹定位,大大地提高了加工工件的效率,且实现了标准化装夹,降低对技术人员的技术要求,从而能够降低人工成本。
技术特征:
1.一种批量装夹定位装置,其特征在于:包括底座(1)、批量装夹板(2)、可拆卸地连接于批量装夹板(2)的顶面的多个装夹机构(3)、设置于底座(1)的多个定位机构(4)及连接于批量装夹板(2)的底面的多个定位件(5),多个定位件(5)分别与多个定位机构(4)一一对应设置,定位机构(4)包括嵌装于底座(1)的嵌装套(6)、设置于嵌装套(6)的多个弹簧珠(7)及装设于底座(1)并将嵌装套(6)封装于底座(1)的封盖(8),多个弹簧珠(7)围绕嵌装套(6)的中心孔呈环形阵列分布,封盖(8)开设有与嵌装套(6)的中心孔同轴连通的插孔(9),定位件(5)的周壁开设有卡槽(10),插孔(9)的内壁设置有第一倒锥面(11),定位件(5)的周壁设置有第二倒锥面;定位件(5)穿经插孔(9)后突伸至嵌装套(6)的中心孔内,弹簧珠(7)与卡槽(10)卡接,第一倒锥面(11)与第二倒锥面抵触;批量装夹板(2)开设有多个拆装孔(13),多个拆装孔(13)呈矩形阵列分布,拆装孔(13)内可拆卸地设置有锁固件,多个装夹机构(3)分别经由对应的锁固件安装在批量装夹板(2)上。
2.根据权利要求1所述的一种批量装夹定位装置,其特征在于:定位件(5)的底端周壁设置有抵触锥面(15),抵触锥面(15)用于与弹簧珠(7)抵触。
3.根据权利要求1所述的一种批量装夹定位装置,其特征在于:定位件(5)的顶端设置有螺柱(16),批量装夹板(2)的底端设置有与螺柱(16)螺纹连接的螺孔(17)。
4.根据权利要求3所述的一种批量装夹定位装置,其特征在于:定位件(5)的顶端还设置有位于螺柱(16)的下方的限位环(18),批量装夹板(2)的底端设置有与螺孔(17)同轴连通的限位孔(19),限位环(18)与限位孔(19)凹凸适配;螺柱(16)贯穿限位孔(19)后与螺孔(17)螺纹连接。
5.根据权利要求1所述的一种批量装夹定位装置,其特征在于:拆装孔(13)包括自批量装夹板(2)的底面到顶面依次同轴连通的容置孔(20)和第一螺纹孔(21),装夹机构(3)的底面从下往上依次设置有用于与第一螺纹孔(21)同轴连通的定位孔(22)及与定位孔(22)同轴连通的第二螺纹孔(23),锁固件包括依次同轴连接的螺帽、第一螺纹柱、定位柱和第二螺纹柱,螺帽容置于容置孔(20),第一螺纹柱与第一螺纹孔(21)螺纹连接,定位柱突伸至定位孔(22)内,第二螺纹柱与第二螺纹孔(23)螺纹连接。
6.根据权利要求1所述的一种批量装夹定位装置,其特征在于:封盖(8)经由螺栓(24)与底座(1)可拆卸地连接。
7.根据权利要求1所述的一种批量装夹定位装置,其特征在于:底座(1)设置有多个锁固孔(25)。
技术总结
本技术涉及装夹技术领域,尤其是指一种批量装夹定位装置,包括底座、批量装夹板、多个装夹机构、多个定位机构及多个定位件,定位机构包括嵌装套、封盖及多个弹簧珠,封盖开设有插孔,定位件设有与弹簧珠卡接的卡槽,插孔设有第一倒锥面,定位件设有与第一倒锥面抵触的第二倒锥面;定位件穿经插孔后突伸至嵌装套的中心孔内;批量装夹板设有多个拆装孔,拆装孔可拆卸地设置有锁固件,多个装夹机构分别经由对应的锁固件安装在批量装夹板上。本申请的结构简单,能够实现批量装夹板的快速安装和精准定位,从而能够对批量的工件进行装夹定位,大大地提高了加工工件的效率,且实现了标准化装夹,降低对技术人员的技术要求,从而能够降低人工成本。
技术研发人员:张刚刚,薛飞,薛强,罗旺聪,吴华乐
受保护的技术使用者:广东中泰工业科技股份有限公司
技术研发日:20230228
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!