一种数控机床多路微量润滑控制装置的制作方法
本技术涉及一种微量润滑控制装置,特别是涉及一种数控机床多路微量润滑控制装置。
背景技术:
1、微量润滑控制装置是对cnc数控机床刀具及工作部位进行润滑和散热的装置。对刀具的润滑不仅能延长刀具的使用寿命,还能提高加工件的精度和光滑度。但传统的微量润滑控制装置靠手动操作按动开关启动电磁阀工作,往往不能与刀具同步工作,造成润滑油的浪费,传统装置的多个喷头的是同步工作的,对于暂时不工作的刀具也在进行喷油润滑,造成润滑油的浪费。传统的设备由于采用手动按动开关驱动微量润滑控制装置工作,提前驱动造成润滑油的浪费,晚驱动使部分加工点得不到润滑,影响产品质量。
技术实现思路
1、本实用新型的目的就是针对上述问题,提供一种数控机床多路微量润滑控制装置。能与数控机床刀具同步工作,减少润滑油的浪费,使加工刀具和加工部位及时得到润滑,以保证产品质量。
2、本实用新型所采用的技术方案是:一种数控机床多路微量润滑控制装置,包括微量润滑泵组件、气动电磁阀组件、气动脉冲阀组件、油箱、机箱和喷头,所述的微量润滑泵组件,包括3-20个微量润滑泵排列为一体,气动电磁阀组件包括3-20个气动电磁阀组合为一体,气动脉冲阀组件包括3-20个气动脉冲阀气组合为一体,所述的气动电磁阀组件,其中的电磁阀一的电磁阀出气口一连接三通一其中的一个接口的进气口一连通,气动脉冲阀一的出气口一通过管道与对应的一个微量润滑泵一的活塞推进进气口一连通,另一路通过管道与微量润滑泵一的喷头供气口一连通;双喷嘴喷头通过油管和气管连通微量润滑泵一的油气管接口一,电磁阀一与数控机床的电磁阀控制端电连接;
3、气动电磁阀组件的电磁阀二的电磁阀出气口二连接三通二其中的一个接口,三通另外两个接口分两路供气,一路通过管道与对应的气动脉冲阀二的进气口二连通,气动脉冲阀二的出气口二通过管道与对应的一个微量润滑泵二的活塞推进进气口二连通,另一路通过管道与微量润滑泵二的喷头供气口二连通;喷头二通过油管和气管连接微量润滑泵二的油气管接口二,电磁阀二与数控机床的电磁阀控制端电连接;
4、气动电磁阀组件的电磁阀三的电磁阀出气口三连接三通三其中的一个接口,三通另外两个接口分两路供气,一路通过管道与对应的气动脉冲阀三的进气口三连通,气动脉冲阀三的出气口三通过管道与对应的一个微量润滑泵三的活塞推进进气口三连通,另一路通过管道与微量润滑泵三的喷头供气口三连通;喷头三通过油管和气管连接微量润滑泵三的油气管接口三,电磁阀三与数控机床的电磁阀控制端电连接;
5、如上所述,气动电磁阀组件其它的电磁阀连接结构与上述相同。
6、进一步地,所述的喷头包括:单嘴喷头和双喷嘴喷头,所述的双喷嘴喷头,其喷头体为一五边形的金属块,喷头体的前端为v字形,v字形的两个面上分别设有一个喷油孔,每个喷油孔与v字形对应的面垂直,两喷油孔内部通过导油孔连通,导油孔与后面的油气管接口连通。
7、本实用新型的有益效果:由于设有微量润滑泵组件、气动电磁阀组件、气动脉冲阀组件,各气动电磁阀与数控机床的电磁阀控制端电连接,当数控机床的其中一个刀具开始工作,数控机床分别控制各气动电磁阀的喷头喷油润滑,当加工的刀具停止工作,该喷头也停止喷油;多个刀具工作,多个润滑喷头也开始工作,多个刀具不同步工作,多个润滑缝纫喷头也不同步开始工作,使润滑喷头与刀具加工保持同步避免了润滑油的浪费,一改传统润滑装置同步工作浪费润滑油的弊端。
技术特征:
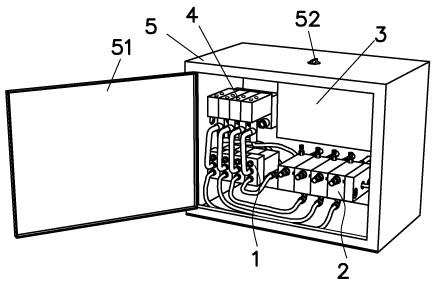
1.一种数控机床多路微量润滑控制装置,其特征在于:包括微量润滑泵组件(2)、气动电磁阀组件(4)、气动脉冲阀组件(1)、油箱(3)、机箱(5)和喷头(6),所述的微量润滑泵组件,包括3-20个微量润滑泵排列为一体,气动电磁阀组件包括3-20个气动电磁阀组合为一体,气动脉冲阀组件包括3-20个气动脉冲阀气组合为一体,所述的气动电磁阀组件(4),其中的电磁阀一(41)的电磁阀出气口一(411)连接三通一其中的一个接口(412),三通另外两个接口分两路供气,一路通过管道与对应的气动脉冲阀一(11)的进气口一(111)连通,气动脉冲阀一的出气口一(112)通过管道与对应的一个微量润滑泵一(21)的活塞推进进气口一(211)连通,另一路通过管道与微量润滑泵一的喷头供气口一(212)连通;双喷嘴喷头(61)通过油管和气管连通微量润滑泵一的油气管接口一(213),电磁阀一(41)与数控机床的电磁阀控制端电连接;
2.根据权利要求1所述的一种数控机床多路微量润滑控制装置,其特征在于:所述的喷头(6)包括:单嘴喷头和双喷嘴喷头,所述的双喷嘴喷头(61),其喷头体为一五边形的金属块,喷头体的前端为v字形,v字形的两个面上分别设有一个喷油孔(614),每个喷油孔与v字形对应的面垂直,两喷油孔内部通过导油孔(613)连通,导油孔与后面的油气管接口(611)连通。
技术总结
本技术涉及一种数控机床多路微量润滑控制装置,包括微量润滑泵组件、气动电磁阀组件、气动脉冲阀组件、油箱、机箱和喷头。微量润滑泵组件和气动脉冲阀组件气动电磁阀组件各包括3‑20单体部件组合为一体。本技术由于设有微量润滑泵组件、气动电磁阀组件、气动脉冲阀组件,各气动电磁阀与数控机床的电磁阀控制端电连接,当数控机床的其中一个刀具开始工作,数控机床分别控制各气动电磁阀的喷头喷油润滑,当加工的刀具停止工作,该喷头也停止喷油,使润滑喷头与刀具加工保持同步避免了润滑油的浪费,一改传统润滑装置同步工作浪费润滑油的弊端。
技术研发人员:吴任,吴联
受保护的技术使用者:佛山市大任精密机械有限公司
技术研发日:20230302
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!