自动换料设备及其电气控制系统的制作方法
本技术涉及加工设备的换料设备,更为具体地涉及一种用于钻孔机的自动换料设备及其电气控制系统。
背景技术:
1、现有的钻孔机大都采用的是人工换料形式,即通过人工将待加工的物料放置到钻孔机上,待钻孔机将物料进行钻孔加工完成后再由人工将加工后的物料取出,然后再次将新的未待加工的物料放置于钻孔工位上进行加工,以此进行往复工作。然而此种方式,受到的人为干扰因素较多,例如受人工换料时间因素以及人工个体的差异性的影响,会造成换料的工作效率低、不稳定,当操作不当时,容易造成物料的损坏。另外当钻孔机工厂形成较大的规模时,钻孔机数量往往在百台以上,人工成本也是制约发展的一个重要因素。
技术实现思路
1、本实用新型的主要目的在于提供一种自动换料设备及其电气控制系统,其能够自动地完成加工设备如钻孔机的需要钻孔加工的物料的换料操作,并且通过电气控制系统的自动控制来实现该物料的换料操作,减少人工的参与从而提高换料效率和保证换料稳定性以及减少人工成本。
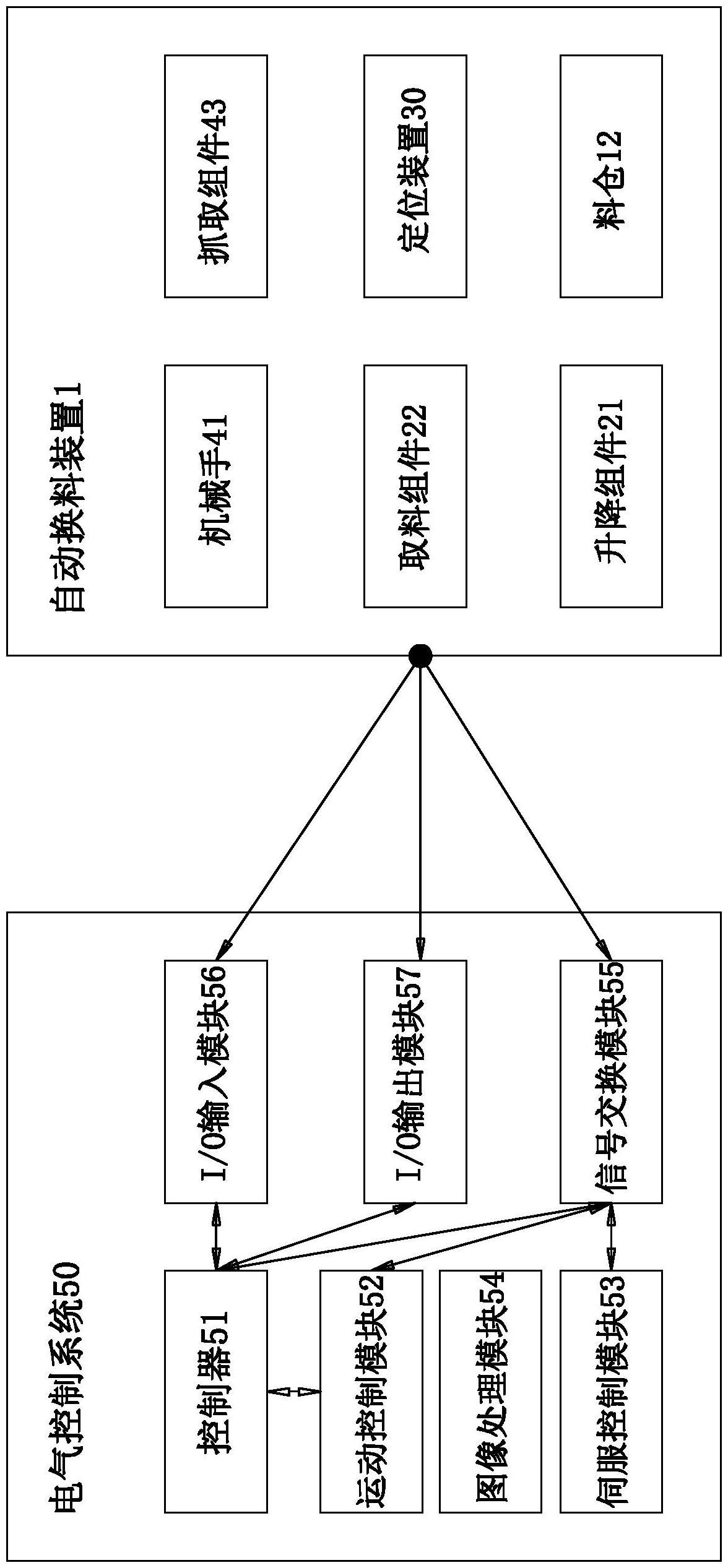
2、根据本实用新型的一方面,本实用新型提供一种自动换料设备的电气控制系统,其用于控制自动换料设备给加工设备进行换料操作,其中所述自动换料设备包括储料装置、移料装置和抓取装置,所述储料装置包括料仓用于储存物料,所述移料装置用于输送该物料,所述抓取装置用于将该物料抓取并放置于该加工设备,其中所述电气控制系统包括:
3、控制器;
4、运动控制模块;
5、伺服控制模块;以及
6、信号交换模块,其中所述控制器控制所述运动控制模块输出控制信号至所述信号交换模块,所述信号交换模块用于将控制信号发送给所述伺服控制模块,所述伺服控制模块用来控制所述移料装置和所述抓取装置的操作。
7、优选地,所述自动换料设备还包括定位装置,所述伺服控制模块还用于驱动所述定位装置和所述移料装置以使该物料在所述定位装置和所述移料装置之间转移,其中所述定位装置用于暂存待加工的该物料,所述抓取装置从所述定位装置抓取待加工的该物料并上料至该加工设备。
8、优选地,所述自动换料设备还包括定位装置,所述伺服控制模块还用于驱动所述定位装置和所述移料装置以使该物料在所述定位装置和所述移料装置之间转移,其中所述定位装置用于暂存来自该加工设备的完成加工的该物料,其中所述抓取装置受所述伺服模块控制而从所述移料装置抓取待加工的该物料并上料至该加工设备。
9、优选地,所述伺服控制模块包括升降驱动模块以驱动所述移料装置的升降组件的升降动力源,从而驱动所述移料装置的升降底座产生升降位移。
10、优选地,所述伺服控制模块包括夹爪驱动模块以驱动所述移料装置的取料组件的夹爪,从而夹取或释放该物料。
11、优选地,所述伺服控制模块包括取料驱动模块以驱动所述移料装置的取料组件的取料动力源,从而驱动所述取料组件的取料传送元件以带动所述取料组件的夹取机构同步移动。
12、优选地,所述伺服控制模块包括机械手驱动模块以驱动所述抓取装置的机械手,从而驱动所述机械手以将所述抓取装置的抓取底座和抓取组件到达抓取该物料的位置。
13、优选地,所述伺服控制模块包括调整驱动模块以驱动所述抓取装置的调整组件的调整动力源,以使调整板受驱动而驱动所述抓取组件抓取或释放该物料。
14、优选地,所述伺服控制模块包括承托驱动模块以驱动所述抓取组件的承托动力源,以使承托板移动从而使所述承托板的支撑部移动至该物料的底侧以支撑该物料。
15、优选地,所述伺服控制模块包括压合驱动模块以驱动所述抓取组件的压合动力源,以使压板移动从而使所述压板压合于该物料的顶面。
16、优选地,所述自动定位换料设备还包括定位相机,所述电气控制系统还包括图像处理模块,以处理所述定位相机的图像信息以确定所述抓取装置和该加工设备之间的相对位置。
17、优选地,所述控制器和所述运动控制模块各自是单独的控制板,或者所述控制器集成所述运动控制模块。
18、本实用新型还提供一种自动换料设备,其用于加工设备的物料的换料,其中所述自动换料设备包括:
19、储料装置,其包括料仓,以用于储存该物料;
20、移料装置,其用于输送该物料;以及
21、抓取装置,其用于将该物料抓取并放置于该加工设备。
22、优选地,所述自动换料设备还包括定位装置,其中该物料适合于在所述定位装置和所述移料装置之间转移,其中所述定位装置用于暂存待加工的该物料,所述抓取装置从所述定位装置抓取待加工的该物料并上料至该加工设备。
23、优选地,所述自动换料设备还包括定位装置,其中该物料适合于在所述定位装置和所述移料装置之间转移,其中所述定位装置用于暂存来自该加工设备的完成加工的该物料,其中所述抓取装置从所述移料装置抓取待加工的该物料并上料至该加工设备。
24、优选地,所述移料装置包括升降组件和取料组件,所述取料组件设置于所述升降组件以在所述升降组件的驱动下产生升降位移,所述取料组件用于从所述料仓提取该物料,所述升降组件驱动所述取料组件到达与所述定位装置对应的位置,并且允许该物料从所述取料组件转移至所述定位装置。
25、优选地,所述取料组件包括夹取机构、取料驱动机构和取料支架,其中所述夹取机构用于夹取该物料,所述取料驱动机构用于驱动所述夹取机构的位移以使该物料在所述料仓和所述取料组件的所述取料支架之间转移。
26、优选地,所述夹取机构受所述取料驱动机构的驱动到达邻近所述料仓的位置以夹取存储在所述料仓中的该物料并且受所述取料驱动机构的驱动而朝向远离所述料仓的方向移动从而使该物料完全脱离所述料仓而完全上料至所述取料组件的所述取料支架。
27、本用新型还提供一种自动换料设备,其用于加工设备的物料的换料,其中所述自动换料设备包括:
28、储料装置,其包括料仓,以用于储存该物料;
29、移料装置,其用于输送该物料;以及
30、抓取装置,其用于将该物料抓取并放置于该加工设备;
31、其中所述自动换料设备还包括定位装置,其中该物料适合于在所述定位装置和所述移料装置之间转移,其中所述定位装置用于暂存待加工的该物料,所述抓取装置从所述定位装置抓取待加工的该物料并上料至该加工设备;
32、其中所述移料装置包括升降组件和取料组件,所述取料组件设置于所述升降组件以在所述升降组件的驱动下产生升降位移,所述取料组件用于从所述料仓提取该物料;
33、其中所述升降组件驱动所述取料组件到达与所述定位装置对应的位置,并且允许该物料从所述取料组件转移至所述定位装置;
34、其中所述取料组件包括夹取机构、取料驱动机构和取料支架,其中所述夹取机构用于夹取该物料,所述取料驱动机构用于驱动所述夹取机构的位移以使该物料在所述料仓和所述取料组件的所述取料支架之间转移;
35、其中所述夹取机构受所述取料驱动机构的驱动到达邻近所述料仓的位置以夹取存储在所述料仓中的该物料并且受所述取料驱动机构的驱动而朝向远离所述料仓的方向移动从而使该物料完全脱离所述料仓而完全上料至所述取料组件的所述取料支架;
36、其中所述夹取机构包括夹爪和夹爪动力源,其中在所述夹爪动力源的驱动下,所述夹爪适于夹取或释放该物料;
37、其中所述夹爪具有夹槽,并且所述夹爪机构还包括限位元件,以防止该物料的端部过度地进入所述夹槽;
38、其中所述取料组件包括两个互相间隔的所述夹取机构,以用于夹取该物料的端部;
39、其中所述取料驱动机构包括取料动力源和取料传动单元,其中所述取料传动单元受所述取料动力源的驱动而带动所述夹取机构产生靠近所述料仓或远离所述料仓的位移;
40、其中所述取料传动单元包括环形的取料传送元件,所述夹取机构连接于所述取料传送元件,以在所述取料传送元件受驱动而转动时带动所述夹取机构产生位移;
41、其中所述取料传动单元还包括一对取料传送轮、取料传动轮、取料控制轮和取料驱动轴,其中所述取料传送元件的两端设置于所述一对取料传送轮,所述取料控制轮耦接于所述取料动力源,所述取料控制轮受所述取料动力源的驱动而驱动所述取料驱动轴转动,从而驱动所述取料传动轮转动,以进一步地驱动其中一个所述取料传送轮转动,从而驱动所述取料传送元件转动;
42、其中所述取料支架包括基座和取料导轨,其中所述取料导轨设置于所述基座并且具有取料导引槽,其中该物料的底侧的定位销钉适合于在所述取料导引槽中滑动;
43、其中所述料仓包括多个互相间隔的储料层,以形成多个储料室,其中所述储料层在邻近所述移料装置的一侧具有缺口,以方便所述夹取机构延伸进入所述缺口以夹取或释放该物料;
44、其中所述升降组件包括升降底座和升降驱动机构,其中所述取料组件被支撑于所述升降底座,所述升降驱动机构用于驱动所述升降底座的升降位移;
45、其中所述升降驱动机构包括升降驱动动力源、传动单元和驱动丝杆,其中所述驱动丝杆连接于所述升降底座,其中所述升降驱动动力源驱动所述传动单元以使所述传动单元驱动所述驱动丝杆转动,从而驱动所述升降底座的升降位移;
46、其中所述升降组件包括固定架,所述固定架上设置有升降导轨,所述升降底座适于受所述驱动丝杆的驱动而沿所述升降导轨产生升降位移;
47、其中所述传动单元包括第一升降传动齿轮和第二升降传动齿轮,所述第二升降传动齿轮连接于所述驱动丝杆,所述第一升降传动齿轮受所述升降驱动动力源驱动而转动,以驱动所述第二升降传动齿轮转动,从而驱动所述驱动丝杆转动;
48、其中所述定位装置包括定位底座和定位输送组件,所述定位输送组件用于将来自所述取料组件的该物料转移至所述定位底座;
49、其中所述定位输送组件包括定位动力源、定位驱动机构和环形的定位传送元件,其中所述定位动力源驱动所述定位驱动机构,以使所述定位驱动机构驱动环形的定位传送元件转动,从而驱动该物料在所述取料组件和所述定位装置之间转移;
50、其中所述定位装置包括定位导引组件,其具有定位导引槽,以导引该物料的底侧的定位销钉的滑动;
51、其中所述定位装置设置于所述料仓的顶侧;
52、其中所述抓取装置包括机械手、抓取底座和多个抓取组件,其中所述抓取组件设置于所述抓取底座,所述抓取底座连接于所述机械手以在所述机械手的驱动下移动,所述抓取组件用于抓取该物料;
53、其中所述抓取装置包括调整组件,以用于调整所述抓取组件的位置,从而使得所述抓取组件得以抓取或释放该物料;
54、其中所述抓取组件包括抓取元件和承托单元,其中所述抓取元件摩擦地与该物料的侧面接触从而夹住该物料,所述承托单元包括承托动力源和承托板,其中所述承托板包括支撑部,并且所述承托板受所述承托动力源的驱动而移动以使所述支撑部移动至该物料的底侧从而从该物料的底侧支撑该物料;
55、其中所述抓取组件包括压合单元,所述压合单元包括压合动力源和压板,其中所述压板受所述压合动力源的驱动而压合于该物料的顶面;
56、其中所述调整组件包括调整动力源、调整丝杆和调整板,所述抓取组件连接于所述调整板,其中所述调整动力源驱动所述调整丝杆转动,以使所述调整板移动,从而调整所述调整组件的位置。
- 还没有人留言评论。精彩留言会获得点赞!