一种汽车装配线螺钉输送定位装置的制作方法
本技术涉及定位装置术领域,尤其涉及一种汽车装配线螺钉输送定位装置。
背景技术:
1、当下,汽车行业正在探索转向新的方向,电动化、无人驾驶和车联网成为热词,人们开始热议5g、人工智能网联、汽车轻量化、新能源、安全与检测等新话题。而这些,都与汽车电子与汽车装配技术创新息息相关。在机械装配行业,尤其是汽车和发动机装配厂,螺纹紧固件的装配质量将直接影响整车的装配质量,螺钉的品质一方面影响汽车装配效率,另一方面影响装配质量。
2、现有技术公开一种螺钉输送定位装置,包括底座和设于所述底座上方的出料模块、送料模块、定位模块、加固模块,所述出料模块、所述送料模块、所述定位模块、所述加固模块分别与控制模块连接,所述出料模块包括振动盘,所述送料模块、所述定位模块和所述加固模块均位于所述振动盘的一侧且所述定位模块位于所述送料模块的上方。通过出料模块、送料模块、定位模块、加固模块之间的相互作用,可以快速、精准的将螺钉输送到钉模上,使得带拧紧轴的机器人能够更准确的将钉吸走完成作业,设计新颖、节省成本与空间,提高了生产效率。
3、上述方案存在的问题是无法检测次品螺钉,当次品螺钉与正常螺钉混合后设备的出错率高,难以实现高节拍工作;设备无缓存节拍,导致输送力低和出现卡钉无法及时解决影响工作效率的问题。
技术实现思路
1、为克服现有技术中存在的无法检测次品螺钉,当次品螺钉与正常螺钉混合后设备的出错率高,难以实现高节拍工作;设备无缓存节拍,导致输送力低和出现卡钉无法及时解决影响工作效率的问题,本实用新型提供了一种汽车装配线螺钉输送定位装置。
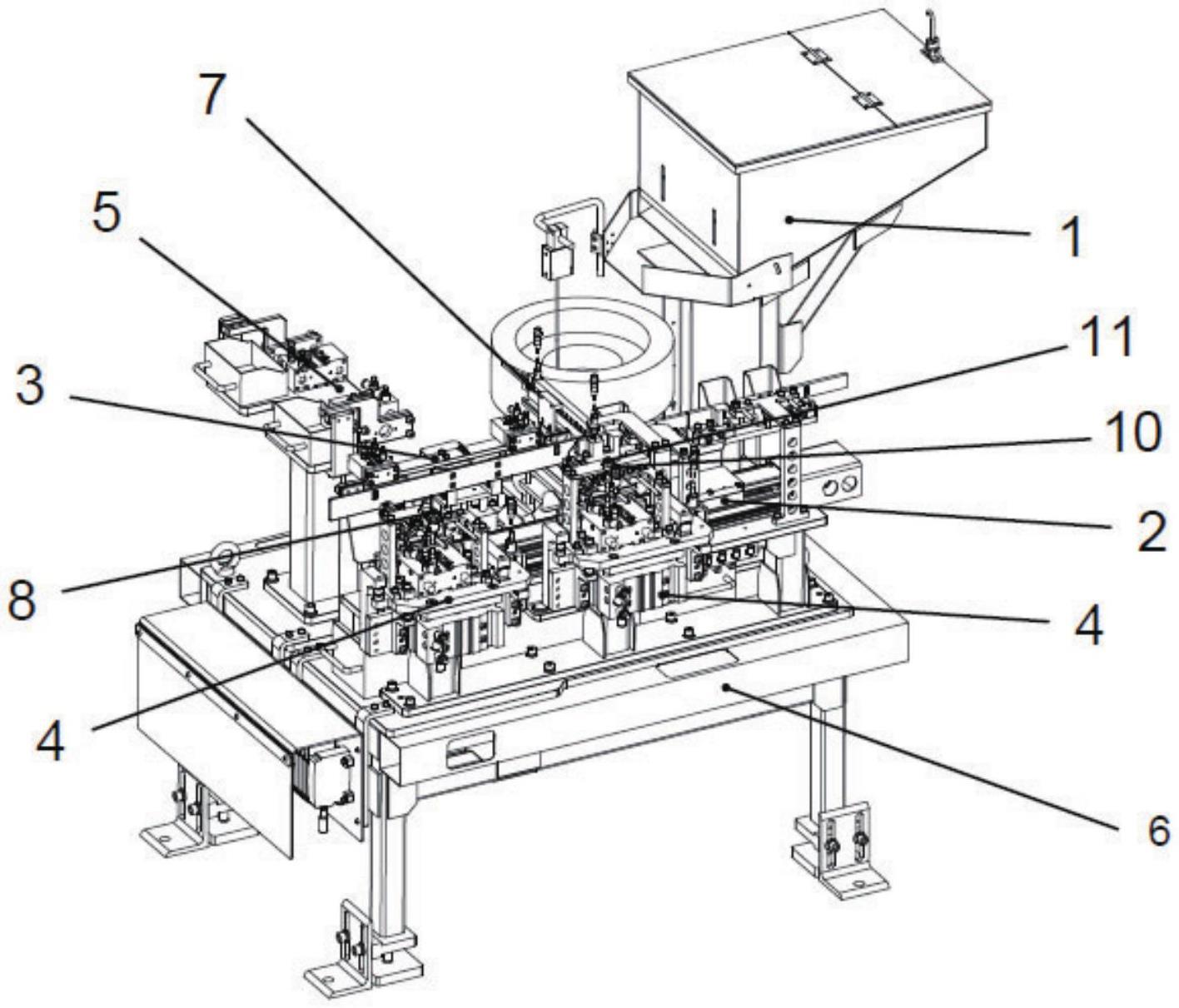
2、本实用新型公开一种汽车装配线螺钉输送定位装置,包括底座、出料机构、送钉机构、夹紧定位机构、缓存提高节拍机构和卡钉取料机构,所述底座放置在地面上,所述出料机构、送钉机构、夹紧定位机构、缓存提高节拍机构和卡钉取料机构均设置在所述底座的上方。
3、在此基础上,所述出料机构包括至少两个次品收集盒、阀岛、连接板一、直振、第一传感器和振动盘,所述次品收集盒放置在所述底座上方,所述连接板一安装在所述底座上端,所述直振与所述连接板一上端相连接,所述第一传感器安装在所述直振的出口处,所述振动盘安装在所述连接板一的上端,所述阀岛安装在所述底座侧面。
4、在此基础上,所述送钉机构包括支座一、直线模组、螺钉定位机构、次品流道、位置传感器、接近传感器和吹气管一,所述支座一安装在所述底座上,所述直线模组安装在所述支座一上端,所述螺钉定位机构与所述直线模组的运动端相连接,所述次品流道竖直设置在所述直线模组和螺钉定位机构的侧面,所述次品流道的一端与所述支座一上的次品收集盒相对应,所述位置传感器安装到所述支座一安装所述次品流道的一面,所述接近传感器安装在所述支座一的上端,所述位置传感器和接近传感器均对应接料口,所述吹气管一连接在所述支座一上端。
5、在此基础上,所述螺钉定位机构包括安装板、定位块和连接块,所述安装板安装到所述直线模组的运动端,所述安装板上端安装所述定位块,所述连接块安装在所述安装板上端且设置在所述定位块侧面。
6、在此基础上,所述夹紧定位机构包括支座二、连接板二、防掉落升降气缸、防掉落板、定位夹紧气缸和定位夹紧块,所述支座二安装在所述支座一上端,所述连接板二与所述支座二上端相连接,所述定位夹紧气缸安装在所述连接板二上部,所述定位夹紧块安装在定位夹紧气缸的活动部位,防掉落升降气缸安装到所述支座一上端,所述防掉落板与防掉落升降气缸活动端相连接。
7、在此基础上,所述缓存提高节拍机构包括支座三、气缸一、气缸二、气爪、连接板三、限位块一、连接板四、限位块二、夹紧块、吹气管二、第五传感器、第一传感器、第二传感器、第三传感器和第四传感器,所述支座三安装到支座一上端,所述气缸一安装到支座三后端安装面上,所述限位块一安装在所述支座三前段安装面上,所述第五传感器安装到支座三侧面,所述连接板三与气缸一活动端相连接,所述气缸二安装在连接板三上端,所述限位块二与连接板三上端相连接,所述连接板四与气缸二活动端相连接,所述气爪安装在连接板四上端,所述夹紧块安装在气爪夹爪上,所述吹气管二通过三个连接块连接到连接板三上端,所述第一传感器、第二传感器、第三传感器及第四传感器安装在连接板三上端。
8、在此基础上,所述卡钉取料机构包括支座四、卡钉收集盒、夹紧气缸夹紧块和固定块组成,所述支座四安装在所述底座上端,所述支座四上安装夹紧气缸,所述夹紧块与所述夹紧气缸的活动端相连接,所述固定块安装在支座四上,所述卡钉收集盒放置在所述支座四上端且设置在所述固定块的下方。
9、与现有技术相比,本实用新型的有益效果是:
10、(1)本实用新型的一种汽车装配线螺钉输送定位装置,在出料时通过接近传感器和位置传感器的结合使用,检测螺钉是否合格,对不合格的螺钉通过送钉机构移动到次品位,把不合格的螺钉吹进次品料盒里,减少因次品螺钉导致设备故障,故障率降低,满足高节拍的需求。
11、(2)本实用新型的一种汽车装配线螺钉输送定位装置,设置缓存提高节拍机构,通过气缸一和气缸二的配合,在直线模组每次循环运动中螺钉锁紧枪实现两次以上的取钉动作,进一步提高输送能力。
12、(3)本实用新型的一种汽车装配线螺钉输送定位装置,螺栓在螺钉锁紧枪上出现卡钉时,通过卡钉取料机构把螺钉取出,以气缸夹紧的方式进行取料,降低设备成本,提高生产效率,更快捷精准的判断螺钉是否合格,从而降低后序工作的出错率。
13、(4)本实用新型的一种汽车装配线螺钉输送定位装置,将装置集成在底座上,占地面积小,设计新颖,安装调试简便;采用阀岛对装置进行控制,更加简洁、维修便利、调试周期缩短。
技术特征:
1.一种汽车装配线螺钉输送定位装置,其特征在于:包括底座(6)、出料机构(1)、送钉机构(2)、夹紧定位机构(3)、缓存提高节拍机构(4)和卡钉取料机构(5),所述底座(6)放置在地面上,所述出料机构(1)、送钉机构(2)、夹紧定位机构(3)、缓存提高节拍机构(4)和卡钉取料机构(5)均设置在所述底座(6)的上方。
2.根据权利要求1所述的汽车装配线螺钉输送定位装置,其特征在于:所述出料机构(1)包括至少两个次品收集盒、阀岛(1-1)、连接板一(1-2)、直振(1-3)、第一传感器(7)和振动盘(1-5),所述次品收集盒放置在所述底座(6)上方,所述连接板一(1-2)安装在所述底座(6)上端,所述直振(1-3)与所述连接板一(1-2)上端相连接,所述第一传感器(7)安装在所述直振(1-3)的出口处,所述振动盘(1-5)安装在所述连接板一(1-2)的上端,所述阀岛(1-1)安装在所述底座(6)侧面。
3.根据权利要求1所述的汽车装配线螺钉输送定位装置,其特征在于:所述送钉机构(2)包括支座一(2-1)、直线模组(2-2)、螺钉定位机构(2-3)、次品流道(2-4)、位置传感器(2-5)、接近传感器(2-6)和吹气管一(2-7),所述支座一(2-1)安装在所述底座(6)上,所述直线模组(2-2)安装在所述支座一(2-1)上端,所述螺钉定位机构(2-3)与所述直线模组(2-2)的运动端相连接,所述次品流道(2-4)竖直设置在所述直线模组(2-2)和螺钉定位机构(2-3)的侧面,所述次品流道(2-4)的一端与所述支座一(2-1)上的次品收集盒相对应,所述位置传感器(2-5)安装到所述支座一(2-1)安装所述次品流道(2-4)的一面,所述接近传感器(2-6)安装在所述支座一(2-1)的上端,所述位置传感器(2-5)和接近传感器(2-6)均对应接料口,所述吹气管一(2-7)连接在所述支座一(2-1)上端。
4.根据权利要求3所述的汽车装配线螺钉输送定位装置,其特征在于:所述螺钉定位机构(2-3)包括安装板(2-3-1)、定位块和连接块,所述安装板(2-3-1)安装到所述直线模组(2-2)的运动端,所述安装板(2-3-1)上端安装所述定位块,所述连接块安装在所述安装板(2-3-1)上端且设置在所述定位块侧面。
5.根据权利要求3所述的汽车装配线螺钉输送定位装置,其特征在于:所述夹紧定位机构(3)包括支座二(3-1)、连接板二(3-2)、防掉落升降气缸(3-3)、防掉落板(3-4)、定位夹紧气缸和定位夹紧块,所述支座二(3-1)安装在所述支座一(2-1)上端,所述连接板二(3-2)与所述支座二(3-1)上端相连接,所述定位夹紧气缸安装在所述连接板二(3-2)上部,所述定位夹紧块安装在定位夹紧气缸的活动部位,所述防掉落升降气缸(3-3)安装到所述支座一(2-1)上端,所述防掉落板(3-4)与防掉落升降气缸(3-3)活动端相连接。
6.根据权利要求1所述的汽车装配线螺钉输送定位装置,其特征在于:所述缓存提高节拍机构(4)包括支座三(4-1)、气缸一(4-2)、气缸二(4-3)、气爪(4-4)、连接板三(4-5)、限位块一(4-6)、连接板四(4-7)、限位块二(4-8)、夹紧块(4-9)、吹气管二(4-10)、第五传感器(4-11)、第一传感器(7)、第二传感器(8)、第三传感器(10)和第四传感器(11),所述支座三(4-1)安装到支座一(2-1)上端,所述气缸一(4-2)安装到支座三(4-1)后端安装面上,所述限位块一(4-6)安装在所述支座三(4-1)前段安装面上,所述第五传感器(4-11)安装到支座三(4-1)侧面,所述连接板三(4-5)与气缸一(4-2)活动端相连接,所述气缸二(4-3)安装在连接板三(4-5)上端,所述限位块二(4-8)与连接板三(4-5)上端相连接,所述连接板四(4-7)与气缸二(4-3)活动端相连接,所述气爪(4-4)安装在连接板四(4-7)上端,所述夹紧块(4-9)安装在气爪(4-4)夹爪上,所述吹气管二(4-10)到连接板三(4-5)上端,所述第一传感器(7)、第二传感器(8)、第三传感器(10)及第四传感器(11)安装在连接板三(4-5)上端。
7.根据权利要求1所述的汽车装配线螺钉输送定位装置,其特征在于:所述卡钉取料机构(5)包括支座四(5-1)、卡钉收集盒、夹紧气缸夹紧块和固定块组成,所述支座四(5-1)安装在所述底座(6)上端,所述支座四(5-1)上安装夹紧气缸,所述夹紧块与所述夹紧气缸的活动端相连接,所述固定块安装在支座四上,所述卡钉收集盒放置在所述支座四(5-1)上端且设置在所述固定块的下方。
技术总结
本技术提供了一种汽车装配线螺钉输送定位装置,包括底座、出料机构、送钉机构、夹紧定位机构、缓存提高节拍机构和卡钉取料机构,所述底座放置在地面上,所述出料机构、送钉机构、夹紧定位机构、缓存提高节拍机构和卡钉取料机构均设置在所述底座的上方,本技术的有益效果是:在出料时通过接近传感器和位置传感器的结合使用,检测螺钉是否合格,对不合格的螺钉通过送钉机构移动到次品位,把不合格的螺钉吹进次品料盒里,减少因次品螺钉导致设备故障,故障率降低,满足高节拍的需求。
技术研发人员:唐剑,林俊宇,俞杨,沈红,陈贤明,曹熏陶,刘海,何学成
受保护的技术使用者:上海奥特博格汽车工程有限公司
技术研发日:20230303
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!