一种脚轮支架冲压成型模具的制作方法
本技术属于冲压模具,具体地说是涉及一种脚轮支架冲压成型模具。
背景技术:
1、目前,现有技术中的脚轮大都是在脚轮支架的上端连接轴承、下端连接轮子构成。由此,对于脚轮而言,脚轮支架起到了连接轮子和上端车架的作用,并且承载脚轮所受到的重量,所以传统的脚轮支架往往为金属材质,现有的脚轮支架常常是采用金属一体铸造成型或者冲压成型;本司现在采用冲压成型的方式加工成型脚轮支架,首先冲压出如图2所示的坯料,然后再通过冲压的方式加工出图1所示的脚轮支架。为此,本司就需要针对这一结构的脚轮支架开发一款冲压成型模具来对坯料进行加工成型,获得脚轮支架产品。
技术实现思路
1、本实用新型的目的是提供一种脚轮支架冲压成型模具,其意在实现脚轮支架冲压成型。
2、为解决上述技术问题,本实用新型的目的是这样实现的:
3、一种脚轮支架冲压成型模具,用于对脚轮支架冲压成型,其包括上模具以及下模具,所述上模具上固设有凸模,所述下模具上开设有贯通的成型通道,所述凸模的轴向长度不小于所述脚轮支架的最大长度,且所述凸模的轴向长度大于所述成型通道的长度;所述成型通道的上端入口处设有定位槽,所述定位槽用于接纳所述脚轮支架的坯料。
4、在上述方案的基础上并作为上述方案的优选方案:所述成型通道的入口处边缘与所述定位槽的底面通过斜面过渡。
5、在上述方案的基础上并作为上述方案的优选方案:所述斜面与所述定位槽的底面的连接处、所述斜面与所述成型通道的内表面的连接处均通过圆弧面过渡。
6、在上述方案的基础上并作为上述方案的优选方案:所述脚轮支架的坯料包括中间本体以及对称设置于所述中间本体两侧的翼板;所述翼板接纳于所述定位槽内,所述中间本体位于所述成型通道正上方,所述凸模位于所述中间本体正上方。
7、在上述方案的基础上并作为上述方案的优选方案:所述定位槽的内轮廓略大于所述坯料的外轮廓。
8、在上述方案的基础上并作为上述方案的优选方案:所述凸模与所述坯料接触的一端且临近所述翼板的两边缘设置有过渡斜面。
9、在上述方案的基础上并作为上述方案的优选方案:所述上模具的上端设有两个定位凹,所述定位凹为锥形结构。
10、在上述方案的基础上并作为上述方案的优选方案:所述上模具与所述下模具之间设置有多个导向柱。
11、本实用新型相比现有技术突出且有益的技术效果是:上模具带动凸模将坯料压入成型通道内,由于凸模侧面和成型通道的限制迫使坯料的翼板发生弯折,从而获得胶轮支架,凸模的长度大于成型通道的长度,这就使得在冲压成型结束的同时,凸模也可以将成型后的脚轮支架顶出,实现脱模出料,节省脱模人工;在下模具上设置定位槽,工人在上料的时候通过将坯料放入到定位槽内便可以实现快速的定位,保证冲压成型的精度;在凸模设置过渡斜面、在成型通道的入口处边缘与定位槽的底面通过斜面过渡,在凸模与坯料接触并进一步下压中间本体的过程中,过渡斜面能够更顺畅的带动两侧翼板向上弯折变形,避免产生剪切作用力导致坯料断裂。
技术特征:
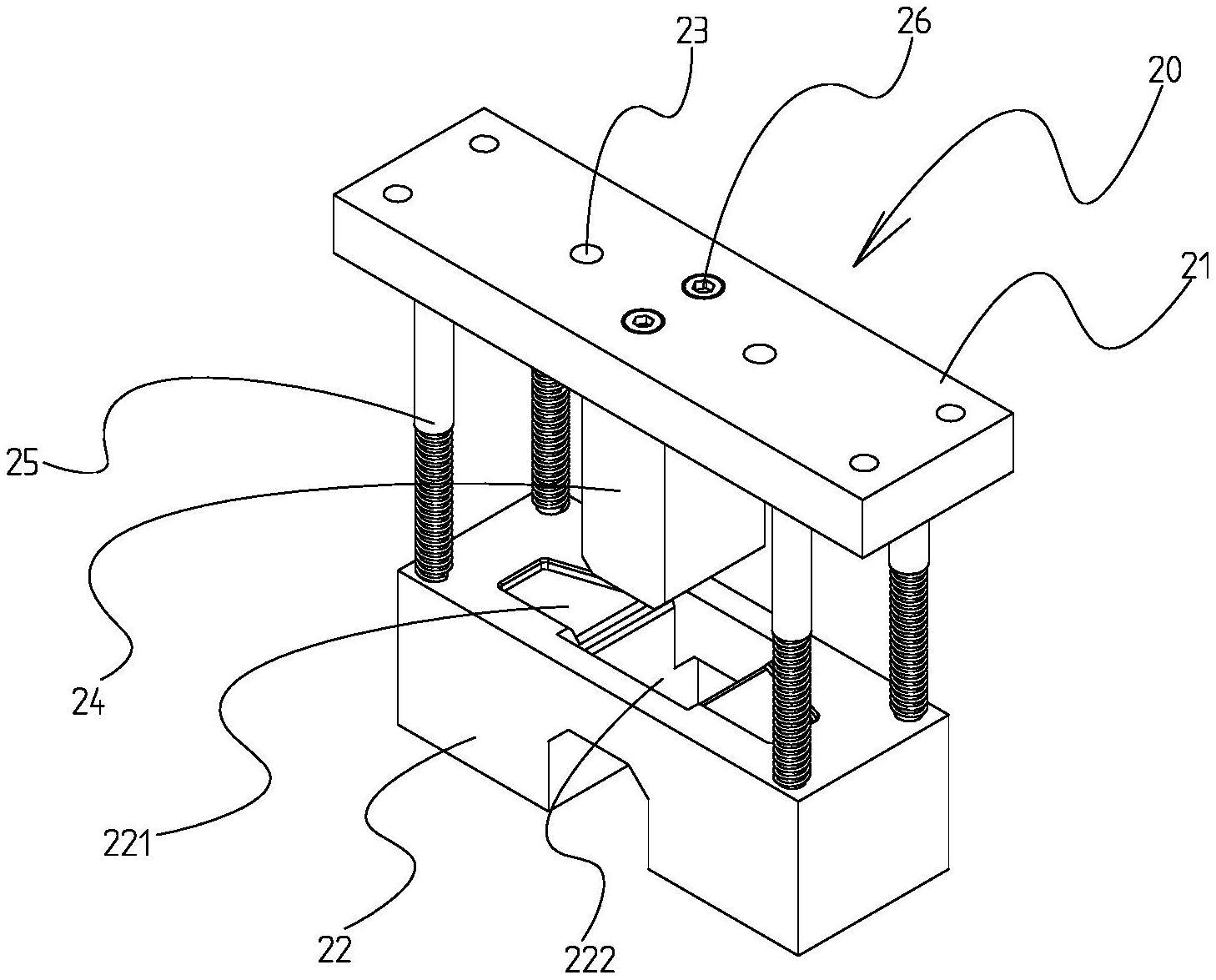
1.一种脚轮支架冲压成型模具,用于对脚轮支架(10)冲压成型,其包括上模具(21)以及下模具(22),其特征在于:所述上模具(21)上固设有凸模(24),所述下模具(22)上开设有贯通的成型通道(222),所述凸模(24)的轴向长度不小于所述脚轮支架(10)的最大长度,且所述凸模(24)的轴向长度大于所述成型通道(222)的长度;所述成型通道(222)的上端入口处设有定位槽(221),所述定位槽(221)用于接纳所述脚轮支架(10)的坯料。
2.根据权利要求1所述的一种脚轮支架冲压成型模具,其特征在于:所述成型通道(222)的入口处边缘与所述定位槽(221)的底面通过斜面(223)过渡。
3.根据权利要求2所述的一种脚轮支架冲压成型模具,其特征在于:所述斜面(223)与所述定位槽(221)的底面的连接处、所述斜面(223)与所述成型通道(222)的内表面的连接处均通过圆弧面过渡。
4.根据权利要求1所述的一种脚轮支架冲压成型模具,其特征在于:所述脚轮支架(10)的坯料包括中间本体(11)以及对称设置于所述中间本体(11)两侧的翼板(12);所述翼板(12)接纳于所述定位槽(221)内,所述中间本体(11)位于所述成型通道(222)正上方,所述凸模(24)位于所述中间本体(11)正上方。
5.根据权利要求4所述的一种脚轮支架冲压成型模具,其特征在于:所述定位槽(221)的内轮廓略大于所述坯料的外轮廓。
6.根据权利要求4所述的一种脚轮支架冲压成型模具,其特征在于:所述凸模(24)与所述坯料接触的一端且临近所述翼板(12)的两边缘设置有过渡斜面(241)。
7.根据权利要求1所述的一种脚轮支架冲压成型模具,其特征在于:所述上模具(21)的上端设有两个定位凹(23),所述定位凹(23)为锥形结构。
8.根据权利要求1所述的一种脚轮支架冲压成型模具,其特征在于:所述上模具(21)与所述下模具(22)之间设置有多个导向柱(25)。
技术总结
本技术公开了一种脚轮支架冲压成型模具,用于对脚轮支架冲压成型,其包括上模具以及下模具,所述上模具上固设有凸模,所述下模具上开设有贯通的成型通道,所述凸模的轴向长度不小于所述脚轮支架的最大长度,且所述凸模的轴向长度大于所述成型通道的长度;所述成型通道的上端入口处设有定位槽,所述定位槽用于接纳所述脚轮支架的坯料,上模具带动凸模将坯料压入成型通道内,由于凸模侧面和成型通道的限制迫使坯料的翼板发生弯折,从而获得胶轮支架,凸模的长度大于成型通道的长度,这就使得在冲压成型结束的同时,凸模也可以将成型后的脚轮支架顶出,实现脱模出料,节省脱模人工。
技术研发人员:张爱明
受保护的技术使用者:嘉兴澜金塑料制品有限公司
技术研发日:20230227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!