一种制冷设备过滤器的铜管焊接工装的制作方法
本技术涉及制冷设备加工领域,尤其涉及一种制冷设备过滤器的铜管焊接工装。
背景技术:
1、由于铜管具有导热性好、易加工且使用寿命长的优点,冰箱、空调等电器设备常用铜管作为制冷系统的散热和介质输送管道,并且根据具体应用情况,需要对铜管进行各种机械加工,例如折弯、打孔、切割、焊接等等;制冷设备的过滤器和铜管焊接时,存在以下问题,1、传统的纯手持铜管焊接,由于焊接时铜管已经按照要求弯折,铜管在进行焊接的时候不易拿持,在焊接的时候容易因为滑动,导致焊接不成功,从而导致焊接的效率降低,同时铜管在焊接过程中因为拿取不当还会发生变形;2、使用焊接模具焊接,如图2所示,包括底板、定位套、铜管支撑组件,焊接时,过滤器一端插入定位套内,铜管通过铜管支撑组件支撑,然后将铜管与过滤器另一端焊接,焊接时,不能对铜管的焊接角度进行保证,导致焊接后铜管变形;3、以上两种方式焊接时,没有明确过滤器焊接方向,容易出现过滤器焊反问题。
技术实现思路
1、本实用新型旨在解决现有技术的不足,而提供一种制冷设备过滤器的铜管焊接工装。
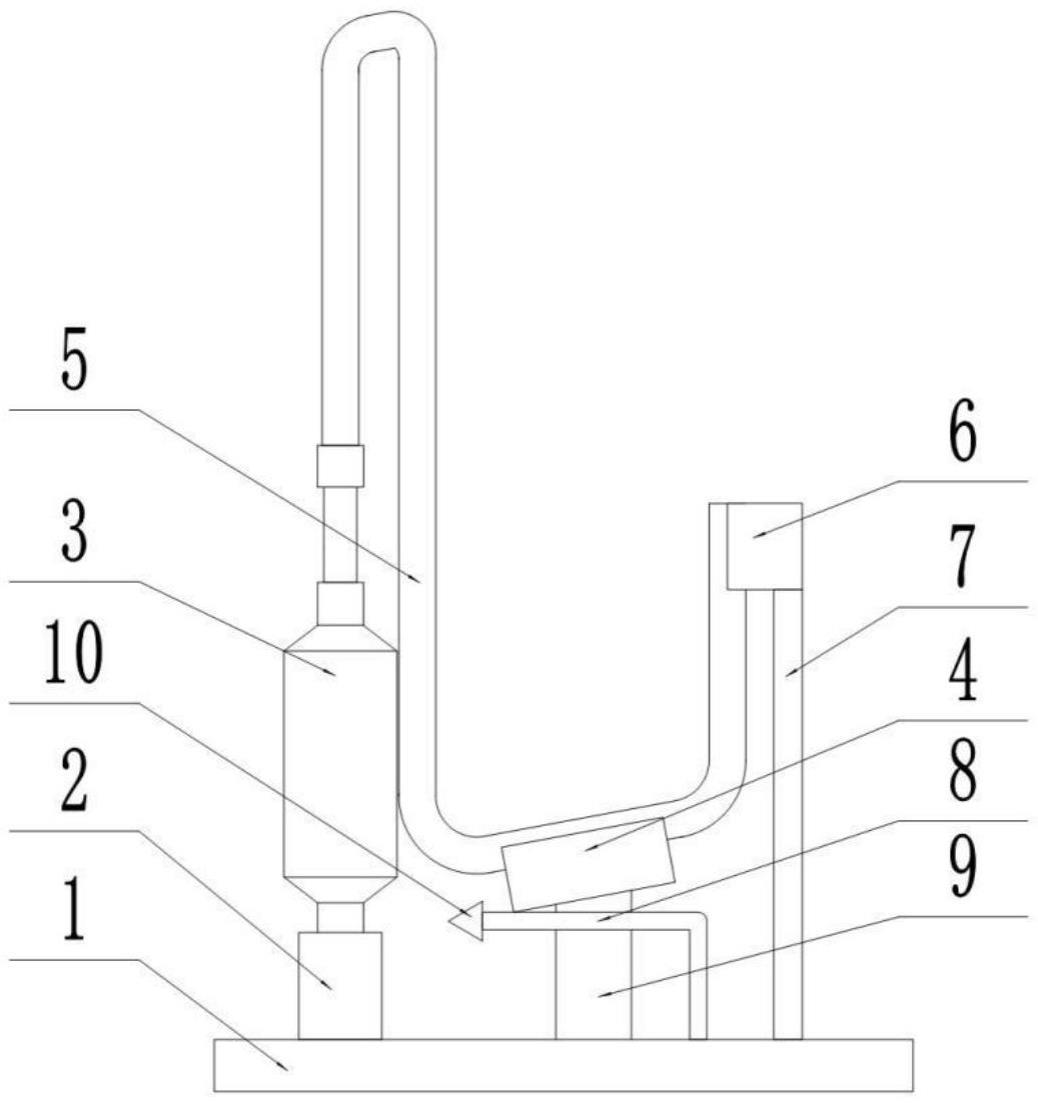
2、本实用新型为实现上述目的,采用以下技术方案:一种制冷设备过滤器的铜管焊接工装,包括底板、设于底板上的定位套和铜管支撑组件,还包括安装在底板上用于指示过滤器安装方向的箭头标识和铜管约束组件,铜管约束组件包括立杆、约束块,立杆焊接在底板顶部,约束块焊接在立杆顶部,且约束块朝向铜管一侧设有约束槽,铜管的末端嵌在约束槽内。
3、特别的,铜管支撑组件包括支撑块、支撑杆,支撑杆焊接在底板上,支撑块焊接在支撑杆顶部。
4、特别的,支撑块顶部设有支撑槽,底部铜管嵌在支撑槽内。
5、特别的,约束槽和支撑槽内壁均设有橡胶垫。
6、特别的,箭头标识包括l形杆和箭头,l形杆一端焊接在底板上,另一端与箭头固接,且箭头指向过滤器一端。
7、本实用新型的有益效果是:
8、1、通过设置箭头标识,明确过滤器焊接方向,避免出现焊反问题;
9、2、通过设置铜管约束组件,进一步对铜管末端进行约束,铜管同时通过支撑块和约束块限制方向,可对铜管的焊接角度进行保证,避免焊后铜管变形。
技术特征:
1.一种制冷设备过滤器的铜管焊接工装,包括底板(1)、设于底板(1)上的定位套(2)和铜管支撑组件,其特征在于,还包括安装在底板(1)上用于指示过滤器(3)安装方向的箭头标识和铜管约束组件,铜管约束组件包括立杆(7)、约束块(6),立杆(7)焊接在底板(1)顶部,约束块(6)焊接在立杆(7)顶部,且约束块(6)朝向铜管(5)一侧设有约束槽,铜管(5)的末端嵌在约束槽内。
2.根据权利要求1所述的一种制冷设备过滤器的铜管焊接工装,其特征在于,铜管支撑组件包括支撑块(4)、支撑杆(9),支撑杆(9)焊接在底板(1)上,支撑块(4)焊接在支撑杆(9)顶部。
3.根据权利要求2所述的一种制冷设备过滤器的铜管焊接工装,其特征在于,支撑块(4)顶部设有支撑槽,底部铜管(5)嵌在支撑槽内。
4.根据权利要求3所述的一种制冷设备过滤器的铜管焊接工装,其特征在于,约束槽和支撑槽内壁均设有橡胶垫。
5.根据权利要求4所述的一种制冷设备过滤器的铜管焊接工装,其特征在于,箭头标识包括l形杆(8)和箭头(10),l形杆(8)一端焊接在底板(1)上,另一端与箭头(10)固接,且箭头(10)指向过滤器(3)一端。
技术总结
本技术是一种制冷设备过滤器的铜管焊接工装,包括底板、设于底板上的定位套和铜管支撑组件,还包括安装在底板上用于指示过滤器安装方向的箭头标识和铜管约束组件,铜管约束组件包括立杆、约束块,立杆焊接在底板顶部,约束块焊接在立杆顶部,且约束块朝向铜管一侧设有约束槽,铜管的末端嵌在约束槽内。本技术增加箭头标识,明确过滤器方向,避免出现过滤器焊反问题;增加铜管约束组件,确保焊接后铜管不变形。
技术研发人员:袁保强,唐德玉,唐志莹,史树亭
受保护的技术使用者:天津松园电子有限公司
技术研发日:20230309
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!