一种适用于锂电池极片的裁片机的制作方法
本技术涉及一种适用于锂电池极片的裁片机。
背景技术:
1、极片裁切是锂电池叠片制造工艺的重要工序,现有裁切机相对成熟,现有技术中已经有裁片机可以对锂电池极片进行裁切,但裁片机裁片过程中容易造成锂电池极片的弯曲,褶皱,从而裁切的锂电池极片精度较低。中国实用新型专利cn106827010a,公开了一种裁片机和裁片方法,该裁片机包括裁刀机构,以及沿片材输送方向设置的夹紧机构和张紧机构,所述夹紧机构和张紧机构都可沿片材输送方向移动,裁切时,所述夹紧机构夹紧片材,并沿片材传输方向从第一位置移动到第二位置,所述张紧机构在第二位置把片材的端部夹紧,所述夹紧机构松开片材,并返回第一位置后再夹紧片材的两个部位,以供所述裁刀机构从所述夹紧机构夹持的两个部位之间的位置把片材裁断。然而,在裁切时,裁刀机构在裁切片材时,可能对片材进行相互作用,从而导致片材的宽度方向上的位置发生偏移,从而导致其宽度方向的精度不足,使得该裁片机无法适用于大宽幅的锂电池极片。
技术实现思路
1、本实用新型的目的在于克服上述现有技术中的不足,提供一种适用于锂电池极片的裁片机。
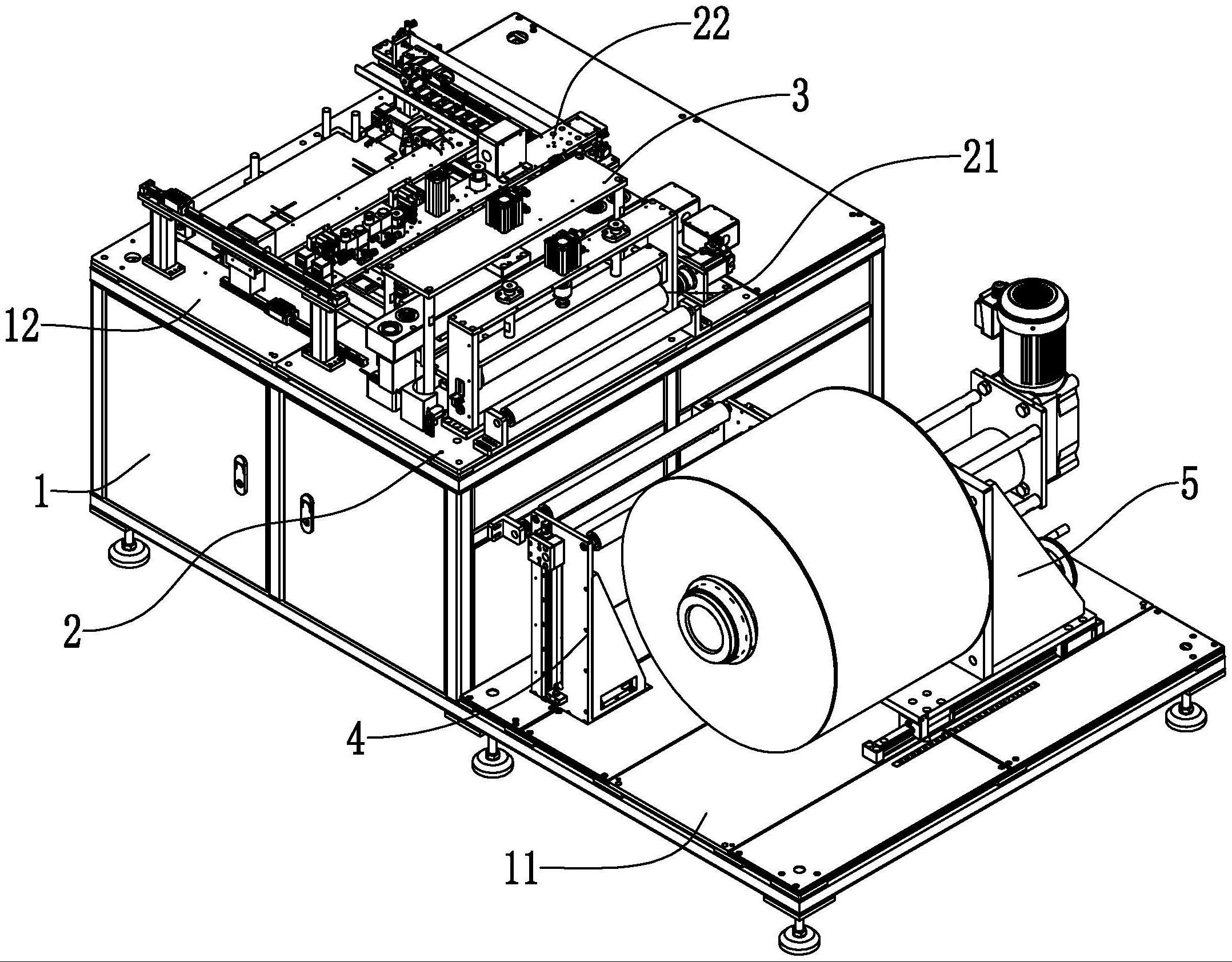
2、为了解决上述技术问题,本实用新型提供了一种适用于锂电池极片的裁片机,包括供料组件和裁切组件;所述供料组件用以输送锂电池极片至一裁切位置,所述供料组件至少在锂电池极片处于裁切位置时固定在锂电池极片沿长度方向间隔的两个位置并至少对该锂电池极片施加一定的拉力;所述裁切组件布置在锂电池极片的两个位置之间,所述裁切组件包括裁切模组和压抵模组,所述裁切模组用以沿锂电池极片的宽度方向裁切该锂电池极片,所述压抵模组用以至少在裁切模组裁切时压抵住锂电池极片沿其宽度方向的两侧。
3、在一更佳的实施例中,所述供料组件包括送料机构和拉料机构;所述送料机构用以输送锂电池极片的末端移动经过所述裁切组件并对应所述拉料机构,所述拉料机构用以接收并拉动锂电池极片的末端沿其长度方向移动。
4、在一更佳的实施例中,所述拉料机构包括伺服电机和移动机构,所述伺服电机通过一传动机构带动所述移动机构沿着锂电池极片的长度方向移动;所述移动机构还包括多个夹抵部件,所述夹抵部件沿着锂电池极片的宽度方向间隔布置并用以夹抵锂电池极片的末端。
5、在一更佳的实施例中,所述送料机构包括第一卷辊、第二卷辊和升降机构;所述第一卷辊通过一送料电机驱动,所述第二卷辊通过所述升降机构靠近和远离所述第一卷辊;所述第一卷辊和第二卷辊配置成分别连动锂电池极片的下侧面和上侧面以带动锂电池极片沿着其长度方向移动。
6、在一更佳的实施例中,所述裁切模组包括上切刀和下切刀;所述裁切组件还包括带动所述上切刀和/或下切刀相靠近的裁切驱动机构,所述裁切驱动机构还连动所述压抵模组以同步带动该压抵模组移动。
7、在一更佳的实施例中,所述裁切驱动机构连接所述上切刀以带动上切刀上下移动;
8、所述压抵模组包括第一压抵面和第二压抵面,所述第一压抵面固定连接所述上切刀上,所述第二压抵面固定连接所述下切刀上。
9、在一更佳的实施例中,还包括放卷机构;所述放卷机构用以供应锂电池极片,所述放卷机构包括移动平台和连接所述移动平台的气涨轴,所述移动平台可调整地沿着锂电池极片的宽度方向移动。
10、在一更佳的实施例中,所述供料组件包括送料机构;所述送料机构用以输送锂电池极片的末端移动经过所述裁切组件;所述裁片机还包括储料机构,所述储料机构布置在所述放卷机构和送料机构之间;所述储料机构包括移动辊,所述移动辊能受重力带动拉紧送料机构和储料机构之间的锂电池极片,所述移动辊移动以包括上极限位置和下极限位置,当所述移动辊移动至下极限位置时连动所述放卷机构停止供应锂电池极片,当所述移动辊移动至上极限位置时连动所述放卷机构供应锂电池极片。
11、相较于现有技术,本实用新型的技术方案具备以下有益效果:
12、1.所述供料组件至少在锂电池极片处于裁切位置时固定在锂电池极片沿长度方向间隔的两个位置并至少对该锂电池极片施加一定的拉力;所述裁切组件布置在锂电池极片的两个位置之间,所述裁切组件包括裁切模组和压抵模组,所述裁切模组用以沿锂电池极片的宽度方向裁切该锂电池极片,所述压抵模组用以至少在裁切模组裁切时压抵住锂电池极片沿其宽度方向的两侧。
13、锂电池极片被固定在两个位置之间被施加一定的拉力,锂电池极片被绷紧且所述压抵模组在裁切时可以对锂电池沿宽度方向的两侧进行压抵,在裁切处,可以确保极片长度方向和宽度方向的定位精度,适用于大宽幅的锂电池极片;
14、2.所述伺服电机通过一传动机构带动所述移动机构沿着锂电池极片的长度方向移动;所述移动机构还包括多个夹抵部件,所述夹抵部件沿着锂电池极片的宽度方向间隔布置并用以夹抵锂电池极片的末端。伺服电机可确保移动机构的移动的精度,保证多次裁切锂电池极片的长度一致性。
技术特征:
1.一种适用于锂电池极片的裁片机,其特征在于,包括供料组件和裁切组件;所述供料组件用以输送锂电池极片至一裁切位置,所述供料组件至少在锂电池极片处于裁切位置时固定在锂电池极片沿长度方向间隔的两个位置并至少对该锂电池极片施加一定的拉力;所述裁切组件布置在锂电池极片的两个位置之间,所述裁切组件包括裁切模组和压抵模组,所述裁切模组用以沿锂电池极片的宽度方向裁切该锂电池极片,所述压抵模组用以至少在裁切模组裁切时压抵住锂电池极片沿其宽度方向的两侧。
2.如权利要求1所述的一种适用于锂电池极片的裁片机,其特征在于:所述供料组件包括送料机构和拉料机构;所述送料机构用以输送锂电池极片的末端移动经过所述裁切组件并对应所述拉料机构,所述拉料机构用以接收并拉动锂电池极片的末端沿其长度方向移动。
3.如权利要求2所述的一种适用于锂电池极片的裁片机,其特征在于:所述拉料机构包括伺服电机和移动机构,所述伺服电机通过一传动机构带动所述移动机构沿着锂电池极片的长度方向移动;所述移动机构还包括多个夹抵部件,所述夹抵部件沿着锂电池极片的宽度方向间隔布置并用以夹抵锂电池极片的末端。
4.如权利要求2所述的一种适用于锂电池极片的裁片机,其特征在于:所述送料机构包括第一卷辊、第二卷辊和升降机构;所述第一卷辊通过一送料电机驱动,所述第二卷辊通过所述升降机构靠近和远离所述第一卷辊;所述第一卷辊和第二卷辊配置成分别连动锂电池极片的下侧面和上侧面以带动锂电池极片沿着其长度方向移动。
5.如权利要求1所述的一种适用于锂电池极片的裁片机,其特征在于:所述裁切模组包括上切刀和下切刀;所述裁切组件还包括带动所述上切刀和/或下切刀相靠近的裁切驱动机构,所述裁切驱动机构还连动所述压抵模组以同步带动该压抵模组移动。
6.如权利要求5所述的一种适用于锂电池极片的裁片机,其特征在于:所述裁切驱动机构连接所述上切刀以带动上切刀上下移动;
7.如权利要求1所述的一种适用于锂电池极片的裁片机,其特征在于:还包括放卷机构;所述放卷机构用以供应锂电池极片,所述放卷机构包括移动平台和连接所述移动平台的气涨轴,所述移动平台可调整地沿着锂电池极片的宽度方向移动。
8.如权利要求7所述的一种适用于锂电池极片的裁片机,其特征在于:所述供料组件包括送料机构;所述送料机构用以输送锂电池极片的末端移动经过所述裁切组件;所述裁片机还包括储料机构,所述储料机构布置在所述放卷机构和送料机构之间;所述储料机构包括移动辊,所述移动辊能受重力带动拉紧送料机构和储料机构之间的锂电池极片,所述移动辊移动以包括上极限位置和下极限位置,当所述移动辊移动至下极限位置时连动所述放卷机构停止供应锂电池极片,当所述移动辊移动至上极限位置时连动所述放卷机构供应锂电池极片。
技术总结
本技术提供了一种适用于锂电池极片的裁片机,包括供料组件和裁切组件;所述供料组件用以输送锂电池极片至一裁切位置,所述供料组件至少在锂电池极片处于裁切位置时固定在锂电池极片的两个位置并至少对该锂电池极片施加一定的拉力;所述裁切组件布置在锂电池极片的两个位置之间,一裁切模组用以沿锂电池极片的宽度方向裁切该锂电池极片,一压抵模组用以至少在裁切模组裁切时压抵住锂电池极片沿其宽度方向的两侧。锂电池极片被固定在两个位置之间被施加一定的拉力,锂电池极片被绷紧且所述压抵模组在裁切时可以对锂电池沿宽度方向的两侧进行压抵,在裁切处,可以确保极片宽度方向的定位精度,适用于大宽幅的锂电池极片。
技术研发人员:黄俊强,胡益振,张彪,李泉辉,鲁发达
受保护的技术使用者:厦门合南道智能科技有限公司
技术研发日:20230309
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!