一种脚轮支架冲压自动送件装置的制作方法
本技术涉及机械制造领域,特别涉及一种脚轮支架冲压自动送件装置。
背景技术:
1、现有的脚轮支架冲压工艺为两道冲压工序,1、落料;2成型,整个工艺流程需要两台110t冲压设备分开工作,每台设备需要一个操作员工。同时,现有冲压工艺采用的设备每天冲压产品只有3000个左右,冲压效率较低。
2、亟需一种能够节约模具费用,提高生产效率,简化工艺流程的脚轮支架冲压自动送件装置来解决上述技术问题。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种脚轮支架冲压自动送件装置,本实用新型的脚轮支架冲压自动送件装置能够节约模具费用,提高生产效率,简化工艺流程。
2、本实用新型是通过如下技术方案解决上述技术问题的:
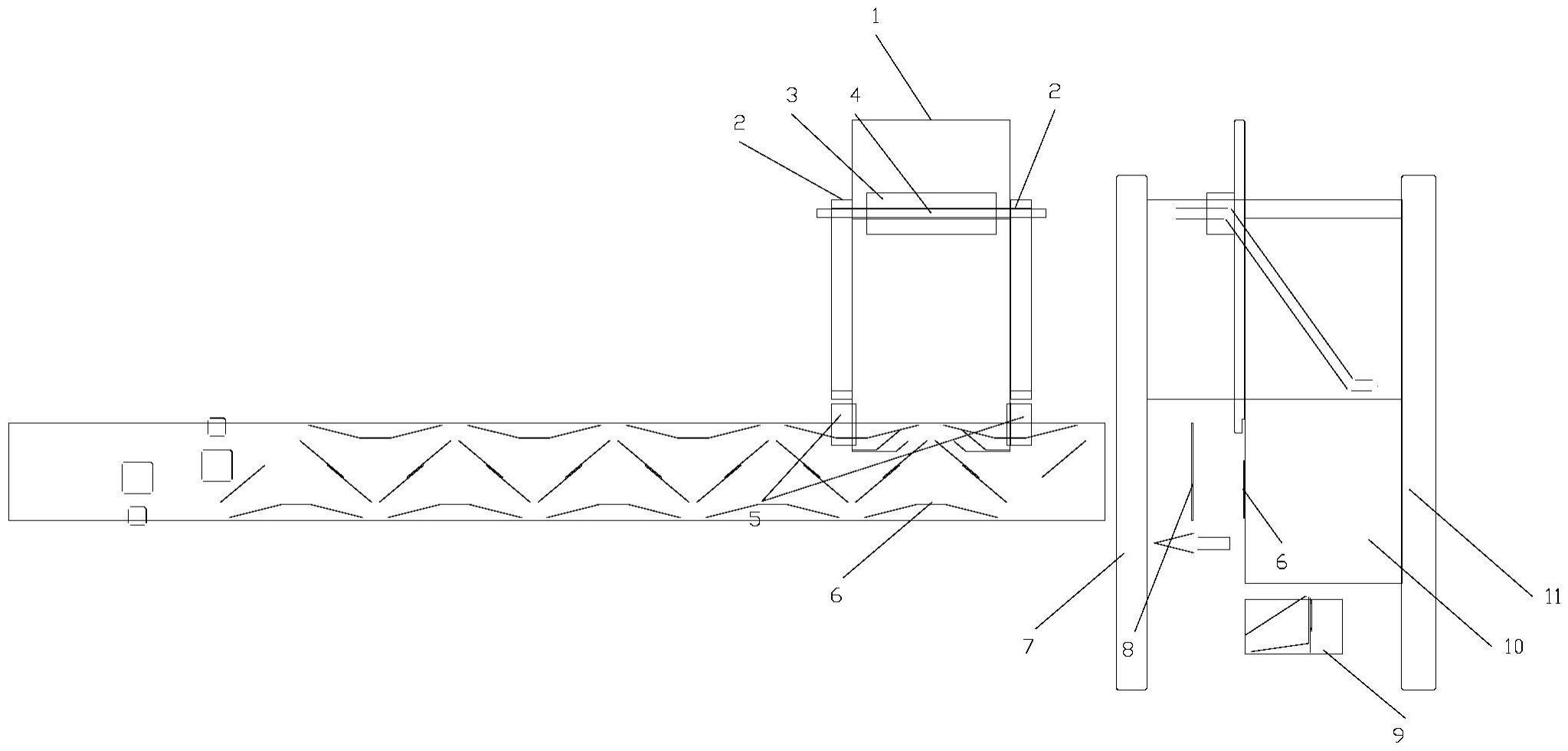
3、本实用新型提供了一种脚轮支架冲压自动送件装置,包括滑板、驱动板、穿销固定块、穿销、导向块、上固定座、挡销、支撑块、下固定座和下垫块;所述驱动板固定在上固定座上;所述穿销通过所述穿销固定块固定在所述滑板上;所述导向块固定在所述下垫块上,所述支撑块和所述下垫块固定在所述下固定座上;所述滑板滑动固定在所述导向块的导向滑槽内;所述穿销滑动固定在所述驱动板的导向滑槽内;所述挡销固定在所述滑板的尾端的位置。
4、本实用新型中,所述滑板的作用在于在导向块的作用下来回运动以推动产品。
5、本实用新型中,所述驱动板的作用在于驱动穿销实现来回运动。
6、本实用新型中,所述挡销用于控制产品运动的最终位置,产品在支撑块所在的位置实现成型。
7、较佳地,所述穿销固定块的个数为4个,所述穿销固定块呈长方形分布;
8、较佳地,所述上固定座和所述下固定座之间的最小间距为370mm,所述上固定座和所述下固定座之间的最大间距为570mm。
9、本实用新型的脚轮支架冲压自动送件装置的工作原理为:
10、装置打开过程及推料过程(闭合-打开):上固定座在冲床带动下向上运动,带动固定在上固定座上面的驱动板向上运动,驱动板驱动穿插在驱动槽内的穿销往前运动,穿销带动由穿销固定块固定在一起的滑板在导向块的导向滑槽作用下向前一起运动,滑板向前运动过程中把掉落在下垫块上的产品推送到挡销位置;
11、装置闭合过程及滑板回程(打开-闭合):上固定座在冲床带动下向下运动,带动固定在上固定座上面的驱动板向下运动,驱动板驱动穿插在驱动槽内的穿销往回运动,穿销带动由穿销固定块固定在一起的滑板在导向块的导向滑槽作用下向回一起运动,此时机构闭合过程中产品在挡销位置实现成型过程。装置完全闭合,滑板回到原来位置。
12、装置往复运动实现产品连续推送。
13、本实用新型的积极进步效果:
14、本实用新型的脚轮支架冲压自动送件装置能够节约模具费用,提高生产效率,简化工艺流程。
技术特征:
1.一种脚轮支架冲压自动送件装置,其特征在于,包括滑板、驱动板、穿销固定块、穿销、导向块、上固定座、挡销、支撑块、下固定座和下垫块;所述驱动板固定在上固定座上;所述穿销通过所述穿销固定块固定在所述滑板上;所述导向块固定在所述下垫块上,所述支撑块和所述下垫块固定在所述下固定座上;所述滑板滑动固定在所述导向块的导向滑槽内;所述穿销滑动固定在所述驱动板的导向滑槽内;所述挡销固定在所述滑板的尾端的位置。
2.如权利要求1所述的脚轮支架冲压自动送件装置,其特征在于,所述穿销固定块的个数为4个,所述穿销固定块呈长方形分布。
3.如权利要求1所述的脚轮支架冲压自动送件装置,其特征在于,所述上固定座和所述下固定座之间的最小间距为370mm,所述上固定座和所述下固定座之间的最大间距为570mm。
技术总结
本技术公开了一种脚轮支架冲压自动送件装置,包括滑板、驱动板、穿销固定块、穿销、导向块、上固定座、挡销、支撑块、下固定座和下垫块;驱动板固定在上固定座上;穿销通过穿销固定块固定在滑板上;导向块固定在下垫块上,支撑块和下垫块固定在下固定座上;滑板滑动固定在导向块的导向滑槽内;穿销滑动固定在驱动板的导向滑槽内;挡销固定在滑板的尾端的位置。本技术的脚轮支架冲压自动送件装置能够节约模具费用,提高生产效率,简化工艺流程。
技术研发人员:王兰飞
受保护的技术使用者:上海勖坤模具科技有限公司
技术研发日:20230308
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!