一种电视机背板侧端衔接位无极铆合模具的制作方法
本技术涉及电视机背板加工设备领域,特别涉及一种电视机背板侧端衔接位无极铆合模具。
背景技术:
1、在电视机背板中一般都会有侧框,而侧框和侧框之间一般都会有衔接位,现有的衔接位一般首先在冲压模具中成型后再进行焊接,因此需要在两个工位进行加工,但是对于一些体积较大的电视机面板来说,在下一工序进行加工,容易存在侧框变形或衔接不紧密的问题,影响了电视机背板的刚性,同时加工时间也较长。
技术实现思路
1、本实用新型的主要目的是提出一种电视机背板侧端衔接位无极铆合模具,旨在改进现有的冲压模具,实现电视机背板侧框之间的固定,且结构稳定。
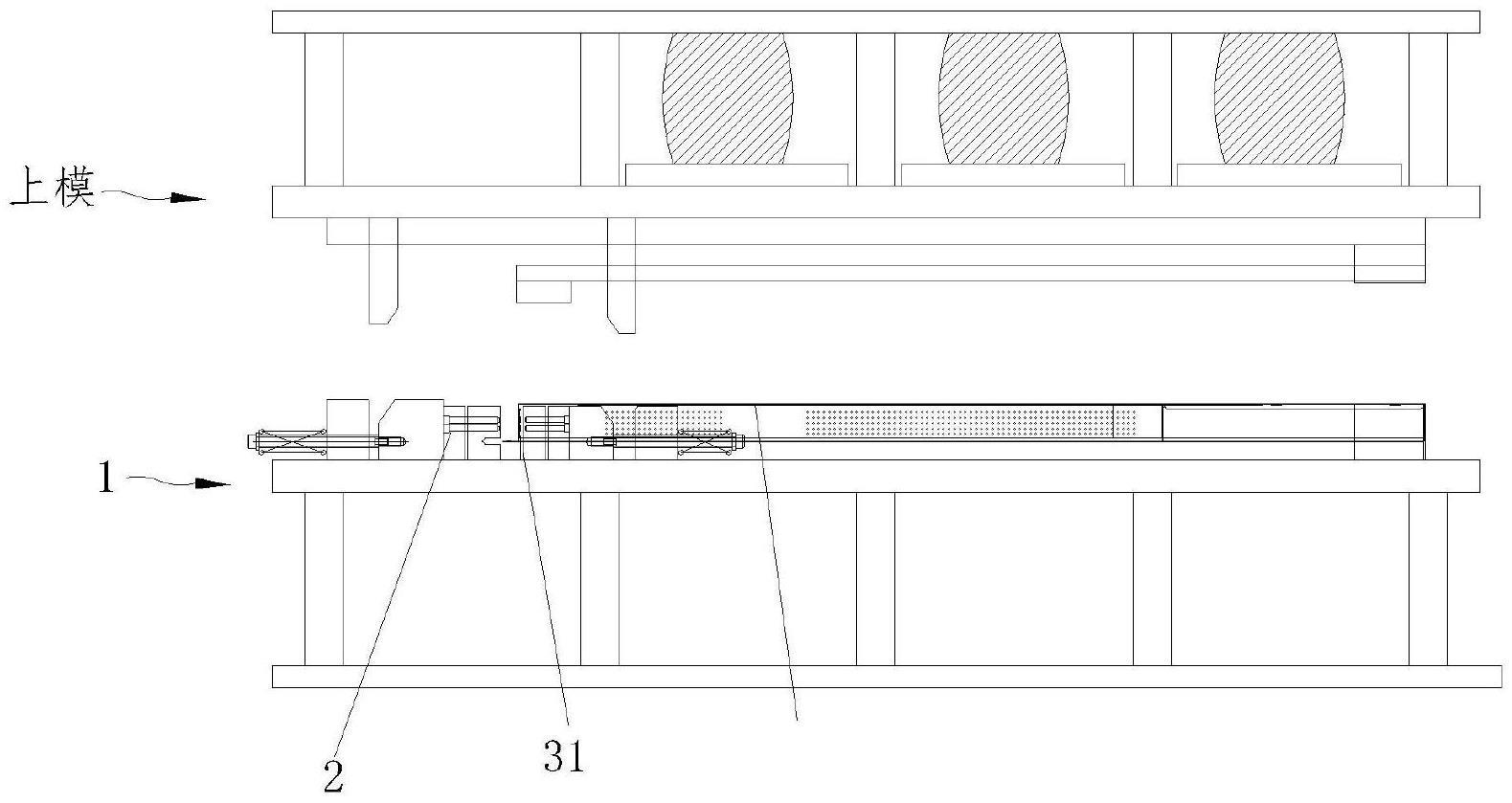
2、为实现上述目的,本实用新型提出一种电视机背板侧端衔接位无极铆合模具,包括:
3、下模,所述下模用于放置背板,所述背板的内周壁和下模的内周壁相贴合,所述背板的内周壁设有至少一组第一侧框和第二侧框,所述第二侧框设有压合部,所述压合部和第一侧框的端部相贴合;
4、冲座,所述冲座设于下模的外侧且位于第一侧框的外侧壁位置,所述冲座包括滑动安装于下模的脱料板、滑动安装于脱料板的第一冲头以及用于驱动第一冲头的第一驱动装置,所述脱料板和第一冲头相对运动;
5、定位座,所述定位座滑动安装于下模且位于第一侧框的内侧壁位置,所述定位座设有与第一冲头相配合的第二冲头,所述下模设有驱动定位座和第二冲头移动的第二驱动装置,所述定位座和第二冲头相对运动。
6、本实用新型技术方案在实际的加工中,第一侧框、第二侧框以及压合部已经在上模和下模的加工中成型,此时,第一驱动装置和第二驱动装置同时朝相靠近的位置移动,通过脱料板和定位座相抵并使压合部和第一侧框相贴合并挤压成型,与此同时第一冲头和第二冲头相对冲压在第一侧框和压合部嵌合的同时成型铆压部,进一步提高了第一侧框和第二侧框之间的结合度,不需要在后续的工序进一步加工,有效提高了电视机背板的加工效率,同时成型后的衔接位光滑,加工强度更稳定。
技术特征:
1.一种电视机背板侧端衔接位无极铆合模具,其特征在于,包括:
2.如权利要求1所述的电视机背板侧端衔接位无极铆合模具,其特征在于:所述下模设有第一导轨,所述脱料板和第一冲头分别设有与第一导轨相配合的第一前滑块和第一后滑块,所述脱料板和第一冲头之间设有第一顶簧。
3.如权利要求2所述的电视机背板侧端衔接位无极铆合模具,其特征在于:所述下模设有第二导轨,所述定位座和第二冲头分别设有与第二导轨相配合的第二前滑块和第二后滑块,所述定位座和第二冲头之间设有第二顶簧。
4.如权利要求1所述的电视机背板侧端衔接位无极铆合模具,其特征在于:脱料板的下部设有凹设的避让槽。
5.如权利要求1所述的电视机背板侧端衔接位无极铆合模具,其特征在于:所述脱料板设有导向通道,所述第一冲头滑动安装于导向通道。
6.如权利要求1所述的电视机背板侧端衔接位无极铆合模具,其特征在于:所述定位座设有铆合通道,所述第二冲头滑动安装于铆合通道,且第二冲头的端部与铆合通道围成成型槽。
7.如权利要求1所述的电视机背板侧端衔接位无极铆合模具,其特征在于:所述第一驱动装置和第二驱动装置结构相同,包括旋转电机、滚珠丝杠以及设于第一后滑块或第二后滑块的丝杠螺母,所述滚珠丝杠和丝杠螺母相配合。
8.如权利要求1所述的电视机背板侧端衔接位无极铆合模具,其特征在于:所述第一冲头的端部和第二冲头的端部均呈阶梯状设置。
技术总结
本技术公开了一种电视机背板侧端衔接位无极铆合模具,包括下模、冲座和定位座,下模用于放置背板,冲座设于下模的外侧且位于第一侧框的外侧壁位置,冲座包括滑动安装于下模的脱料板、滑动安装于脱料板的第一冲头以及驱动第一冲头的第一驱动装置,定位座滑动安装于下模且位于第一侧框的内侧壁位置,所述定位座设有与第一冲头相配合的第二冲头。通过脱料板和定位座相抵并使压合部和第一侧框相贴合并挤压成型,与此同时第一冲头和第二冲头相对冲压在第一侧框和压合部嵌合的同时成型铆压部,进一步提高了第一侧框和第二侧框之间的结合度,不需要在后续的工序进一步加工,有效提高了电视机背板的加工效率,同时成型后的衔接位光滑。
技术研发人员:肖波,高小军
受保护的技术使用者:东莞市兴海盛精密技术有限公司
技术研发日:20230309
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!