一种基于自动转向的双端旋压机的制作方法
本技术涉及旋压机,特别地,涉及一种基于自动转向的双端旋压机。
背景技术:
1、随着社会的进步,企业生产力的加大,机械生产在人们的生产活动中,从大型机械到小型零件,极大促进企业的生产力,尤其在管材加工技术领域中,社会发展极为迅速,各种管材加工都在不断的改进、更新。现有对管材两端缩口加工通常为人工对管材上下料,管材一端缩口加工好后人工转向管材,再缩口加工管材的另一端,如中国专利申请号为201920484056.7的一种数控加工用缩口、张口组合矫正装置,其不足之处在于人工上下料以及转向管料,效率较低。而有些则是管材两端同时加工,如中国专利申请号为201921434735.x的一种管材两端缩口加工机床,其虽然提高了加工效率,且无需转向管材,但是仍需人工上下料,且由于管材两端需要同时加工,管材的两端都需安装加工设备,装置占用空间较大。
技术实现思路
1、有鉴于此,本实用新型目的是提供一种基于自动转向的双端旋压机,其通过进料通道、运料装置、固定装置、推料装置、顶出装置以及缩口装置实现管材的自动化缩口加工、上下料以及管材自动旋转转向解决常规的缩口机床人工上下料以及转向管材造成的效率较低的问题。
2、为了解决上述技术问题,本实用新型的技术方案是:
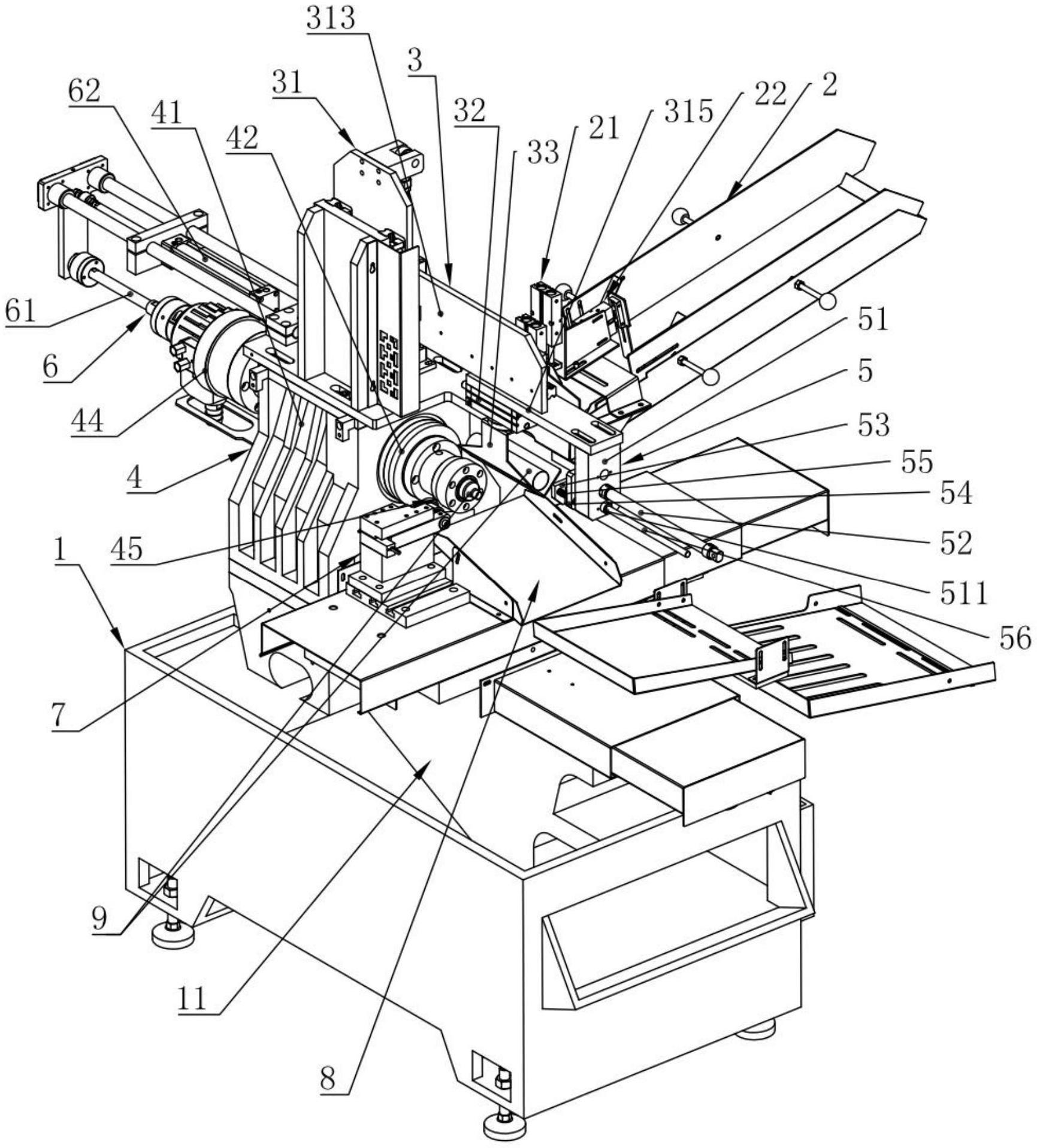
3、一种基于自动转向的双端旋压机,包括:
4、进料通道,其用于管材的进料;
5、运料装置,其上下移动设置在所述进料装置的一侧,并且运料装置内设置有与进料通道相连通的定位槽,定位槽用于管材的定位;所述定位槽长度方向的两端均开设有开口;
6、固定装置,其设置在所述运料装置的一侧,用于固定管材;
7、推料装置,其设置在所述运料装置的另一侧,用于推动定位槽内的管材进入固定装置;
8、顶出装置,其与所述固定装置相连接,用于顶出固定装置内的管材;以及
9、缩口装置,其设置在所述固定装置的一侧,用于管材的缩口;
10、其中,所述运料装置包括:
11、驱动机构;
12、旋转驱动源,其与所述驱动机构相连接;驱动机构驱动旋转驱动源水平直线与竖向移动;以及
13、定位板,其一端与所述旋转驱动源相连接,另一端设置有所述定位槽;所述旋转驱动源驱动定位板转动切换定位槽不同的开口朝向固定装置。
14、优选的,所述驱动机构包括:
15、第一安装架:
16、竖向驱动源,其设置在所述第一安装架上;
17、第二安装架,其与所述竖向驱动源相连接;竖向驱动源驱动第二安装架上下移动;
18、横向驱动源,其设置在所述第二安装架上;以及
19、第三安装架,其与所述横向驱动源相连接;横向驱动源驱动第三安装架横向移动;
20、其中,所述旋转驱动源与定位板设置在第三安装架的下侧;所述推料装置设置在第三安装架上,随着第三安装架移动。
21、优选的,所述推料装置包括:
22、连接架,其与所述第三安装架相连接;
23、推料驱动源,其设置在所述连接架的一侧;以及
24、推料块,其与所述推料驱动源相连接,推料驱动源驱动推块移动;
25、其中,所述推料块的形状与定位槽的形状相适配。
26、优选的,所述推料驱动源与推料块之间设置有连接板;所述连接架上设置有导向孔,所述导向孔上穿设有导向杆,并且导向杆的一端穿过导向孔与连接板相连接;所述连接板与推料块之间设置有弹性件。
27、优选的,所述定位板的上端与旋转驱动源相连接,所述定位板的下端向外弯折形成勾状的定位部,所述定位槽成型在定位部上。
28、优选的,所述定位槽的截面形状与推料块的下端呈相适配的“v”字形。
29、优选的,所述固定装置包括:
30、主箱体;
31、主轴,其设置在所述主箱体内,主轴内设置有轴向贯穿主轴的第一通孔;
32、拉杆,其穿设在所述第一通孔内;
33、推拉驱动源,与所述拉杆相连接,用于驱动拉杆直线移动;
34、夹具,其与所述拉杆相连接,拉杆移动带动夹具夹紧与放松;夹具用于夹持管材。
35、优选的,所述夹具包括:
36、压套,其设置在所述拉杆的前端,并且随着拉杆移动;
37、夹头,其套设在所述压套的外侧,用于限制压套的移动;并且夹头固定设置在主轴上;
38、弹簧夹,其设置在所述压套的前端,用于夹持管材;压套移动带动弹簧夹夹紧与放松;以及
39、前端盖,其套设在所述弹簧夹的外侧,用于限制弹簧夹的移动;并且前端盖固定设置在夹头的前端;
40、其中,所述压套前端的内壁与弹簧夹后端的外周面上设置有相适配的第一导向面与第二导向面,所述第一导向面与第二导向面均从后至前向外倾斜。
41、优选的,所述固定装置还包括第二通孔,其轴向贯穿拉杆,并且其一端贯穿推拉驱动源,另一端延伸至弹簧夹的夹料区域;所述顶出装置包括:
42、顶料杆,其设置在所述第二通孔内;
43、顶出驱动源,其与所述顶料杆相连接,用于驱动顶料杆移动。
44、优选的,所述进料通道的出料口上设置有至少一个挡料机构,挡料机构沿着管材的运输方向依次设置;所述挡料机构包括:
45、架体,其设置进料通道的上方;
46、挡料驱动源,其设置在所述架体上;以及
47、挡料板,其与所述挡料驱动源相连接,挡料驱动源驱动挡料板上下移动;
48、其中,挡料板之间的距离大于或等于管材的直径。
49、本实用新型相比现有技术突出且有益的技术效果是:
50、1、本实用新型中管材的旋转转向与加工全程自动化,效率更高,相对于人工的成本也更低。而对于一些能同时加工管材两端的装置,本实施例的装置占地面积更小,更加利于装置的放置与安装。
51、2、本实用新型通过将驱动机构实现定位板上的定位槽的移动,结构简单且有效。同时将推料装置设置在第三安装架上也能简单实现定位槽与推料装置的同步运动,保证推料装置对定位槽内管材的准确推料。
52、3、本实用新型通过导向杆起到限制推料块转动,使推料块能够保持直线运动稳定地进入定位槽推动管材。同时连接板与推料块之间设置有弹性件,从而使推料块与管材之间以及推料块推动管材进入固定装置时产生的作用力能够通过弹性件的回弹作用得到有效缓冲与反作用力作用,使管材、推料块、连接板以及推料驱动源受到的瞬间作用力更小,减少受到损伤的可能性,延长一定的使用寿命。
53、4、本实用新型定位槽的截面形状与推料块的下端呈相适配的“v”字形,加工方便且能有效保持对管材的稳定放置,同时也便于推料块进出定位槽以及对管材的施力。
54、5、本实用新型通过第一导向面与第二导向面的引导作用,只需通过拉杆带动压套前后移动即可实现弹簧夹的收缩与展开,简单方便。
55、6、本实用新型通过顶料杆穿设在拉杆内,实现拉杆对弹簧夹驱动夹紧与放松时不影响顶料杆的移动,使拉杆与顶料杆能够保持相对独立的同时节省一定的安装空间,提高零部件结构的利用率。同时也能使顶料杆正对管材顶出管材,保证对管材的直线驱动。同时顶料杆靠近弹簧夹的一端的端部能够起到对管材的定位作用,管材抵靠在顶料杆的端部即可实现在固定装置的定位,以便后续管材的准确缩口加工。
56、7、本实用新型通过挡料机构实现对进料通道内管材的拦截与开放,简单快捷。同时挡料板之间的距离等于或者略大于管材的直径,从而能够有效分离出一个管材,实现运料装置的有序上料。
- 还没有人留言评论。精彩留言会获得点赞!