一种雷达天线盖总成组装自动生产线的制作方法
本技术涉及雷达天线盖生产,具体为一种雷达天线盖总成组装自动生产线。
背景技术:
1、雷达天线作为汽车发展的产物,其应用国际领先的电子技术,与传统的伸缩天线、鞭型天线及汽车玻璃天线相比较,其拥有极具时尚、动感、炫动的外型,随着科技的发展,其产品本身集成了fm、gps、gsm等各种强大汽车电子功能,并将“时尚性”与“功能性”有效融合。天线盖总成作为雷达天线的重要组成部分,也逐步发展为汽车上不可替代的产品,其结构复杂也阻碍了雷达天线的生产产能的提升。
2、基于此,本实用新型设计了一种雷达天线盖总成组装自动生产线,以解决上述提到的问题。
技术实现思路
1、本实用新型的目的在于提供一种雷达天线盖总成组装自动生产线,通过设置铜箔上料工装用于将铜箔输送到指定位置,上料机器人用于吸取铜箔上料工装处的铜箔,备塑链用于输送塑壳,取料机器人用于夹取产品托盘中的塑壳,工装转盘用于将塑壳旋转到指定工位处,第一抚平机器人和第二抚平机器人对粘贴在塑壳上的铜箔的两端进行抚平,能够实现雷达天线盖总成的自动生产,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种雷达天线盖总成组装自动生产线,包括基座,所述基座顶部设置有铜箔上料工装,所述铜箔上料工装用于将铜箔输送到指定位置,所述基座顶部设置有上料机器人,所述上料机器人用于吸取所述铜箔上料工装处的铜箔,所述基座顶部设置有上料位置识别校准系统,所述上料位置识别校准系统对铜箔的偏移量进行校准,所述基座旁侧设置有备塑链,所述备塑链用于对塑壳进行传导,所述备塑链上设置有产品托盘,所述产品托盘用于承托塑壳,所述基座顶部设置有取料机器人,所述取料机器人用于夹取所述产品托盘中的塑壳,所述基座顶部设置有工装转盘,所述工装转盘用于将塑壳旋转到指定工位处,所述基座顶部设置有第一抚平机器人和第二抚平机器人,所述第一抚平机器人和第二抚平机器人对粘贴在塑壳上的铜箔的两端进行抚平,所述基座顶部设置有保压取料机器人和保压机构,所述保压取料机器人将抚平后的塑壳输送至保压机构处,所述保压机构对贴好铜箔的塑壳施加压力,以保证贴在塑壳上的铜箔不会脱落。
3、优选的,所述铜箔上料工装包括多组上料工装,所述上料工装包括上料支架、吸头和快速换接工装,所述上料支架安装于基座顶部,所述吸头和快速换接工装安装于所述上料支架上,所述吸头将铜箔吸取后,与所述上料机器人上的快速换接头换接,将铜箔吸取到正确位置。
4、优选的,所述工装转盘包括转盘座、伺服电机和多个定位工装,所述伺服电机驱动所述转盘座转动。
5、优选的,所述产品托盘包括盘身和定位柱,所述盘身设置于所述备塑链上,所述定位柱对所述盘身的位置进行定位。
6、优选的,所述备塑链包括支撑架、驱动马达和输送链,所述输送链安装于所述支撑架上,所述驱动马达驱动所述输送链运动,所述输送链对塑壳进行输送。
7、优选的,所述保压机构包括保压支架、定位支撑工装和保压压头,所述保压支架设置于所述基座顶部,所述定位支撑工装设置于所述保压支架顶部中心处,所述保压压头设置于保压支架顶部两侧。
8、优选的,所述基座包括电器柜柜身、柜顶和柜底。
9、优选的,所述基座顶部还设置有自动贴标机,所述保压取料机器人将保压好的塑壳放置到所述自动贴标机的工位处,所述自动贴标机将标签贴于塑壳的正确位置。
10、与现有技术相比,本实用新型的有益效果是:
11、通过设置铜箔上料工装用于将铜箔输送到指定位置,上料机器人用于吸取铜箔上料工装处的铜箔,备塑链用于输送塑壳,取料机器人用于夹取产品托盘中的塑壳,工装转盘用于将塑壳旋转到指定工位处,第一抚平机器人和第二抚平机器人对粘贴在塑壳上的铜箔的两端进行抚平,能够实现雷达天线盖总成的自动生产。
技术特征:
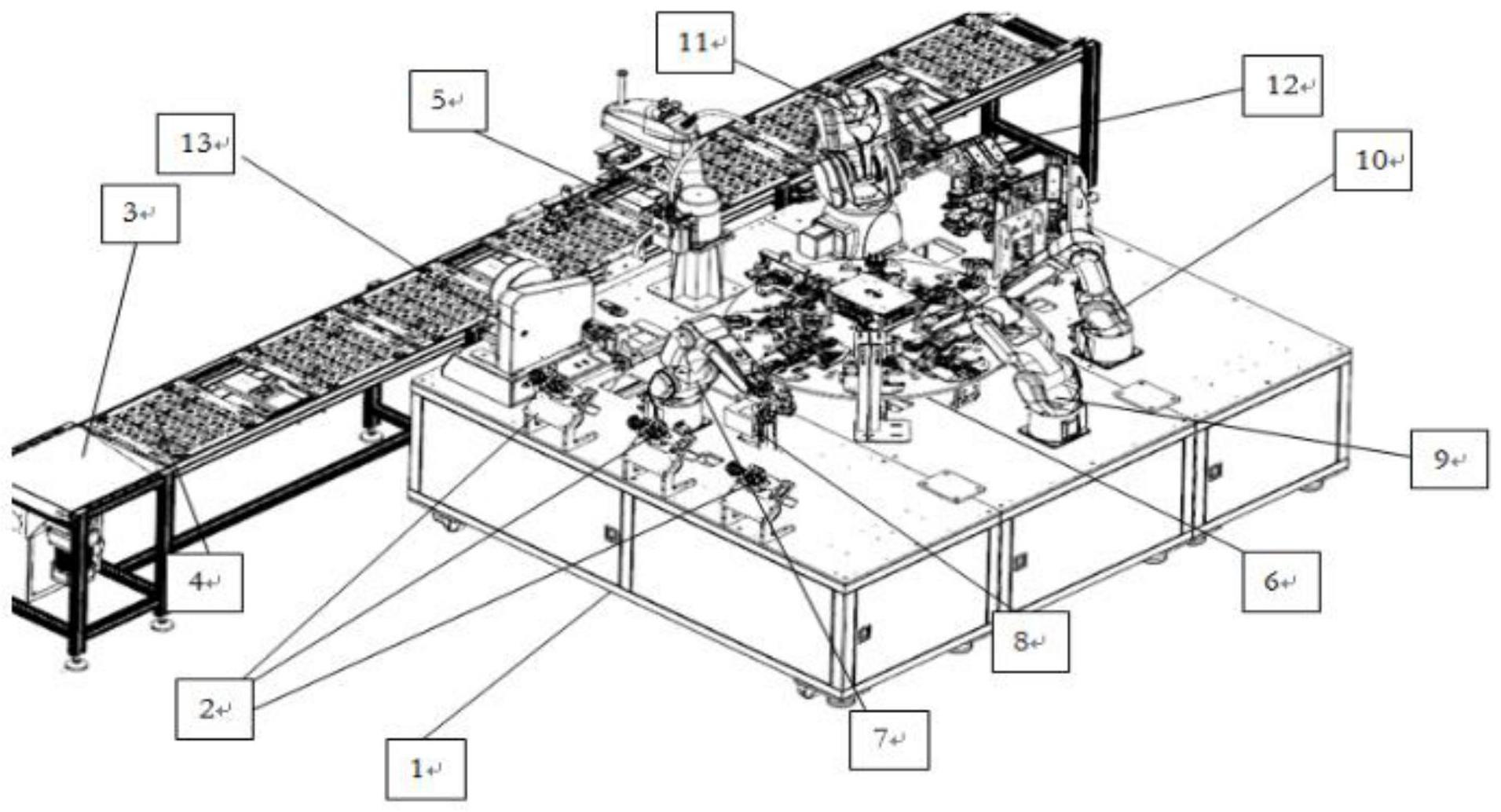
1.一种雷达天线盖总成组装自动生产线,其特征在于:包括基座(1),所述基座(1)顶部设置有铜箔上料工装(2),所述铜箔上料工装(2)用于将铜箔输送到指定位置,所述基座(1)顶部设置有上料机器人(7),所述上料机器人(7)用于吸取所述铜箔上料工装(2)处的铜箔,所述基座(1)顶部设置有上料位置识别校准系统(8),所述上料位置识别校准系统(8)对铜箔的偏移量进行校准,所述基座(1)旁侧设置有备塑链(3),所述备塑链(3)用于对塑壳进行传导,所述备塑链(3)上设置有产品托盘(4),所述产品托盘(4)用于承托塑壳,所述基座(1)顶部设置有取料机器人(5),所述取料机器人(5)用于夹取所述产品托盘(4)中的塑壳,所述基座(1)顶部设置有工装转盘(6),所述工装转盘(6)用于将塑壳旋转到指定工位处,所述基座(1)顶部设置有第一抚平机器人(9)和第二抚平机器人(10),所述第一抚平机器人(9)和第二抚平机器人(10)对粘贴在塑壳上的铜箔的两端进行抚平,所述基座(1)顶部设置有保压取料机器人(11)和保压机构(12),所述保压取料机器人(11)将抚平后的塑壳输送至保压机构(12)处,所述保压机构(12)对贴好铜箔的塑壳施加压力,以保证贴在塑壳上的铜箔不会脱落。
2.根据权利要求1所述的一种雷达天线盖总成组装自动生产线,其特征在于:所述铜箔上料工装(2)包括多组上料工装,所述上料工装包括上料支架(2-1)、吸头(2-2)和快速换接工装(2-3),所述上料支架(2-1)安装于基座(1)顶部,所述吸头(2-2)和快速换接工装(2-3)安装于所述上料支架(2-1)上,所述吸头(2-2)将铜箔吸取后,与所述上料机器人(7)上的快速换接头换接,将铜箔吸取到正确位置。
3.根据权利要求1所述的一种雷达天线盖总成组装自动生产线,其特征在于:所述工装转盘(6)包括转盘座(6-1)、伺服电机(6-2)和多个定位工装(6-3),所述伺服电机(6-2)驱动所述转盘座(6-1)转动。
4.根据权利要求1所述的一种雷达天线盖总成组装自动生产线,其特征在于:所述产品托盘(4)包括盘身(4-1)和定位柱(4-2),所述盘身(4-1)设置于所述备塑链(3)上,所述定位柱(4-2)对所述盘身(4-1)的位置进行定位。
5.根据权利要求1所述的一种雷达天线盖总成组装自动生产线,其特征在于:所述备塑链(3)包括支撑架(3-1)、驱动马达(3-2)和输送链(3-3),所述输送链(3-3)安装于所述支撑架(3-1)上,所述驱动马达(3-2)驱动所述输送链(3-3)运动,所述输送链(3-3)对塑壳进行输送。
6.根据权利要求1所述的一种雷达天线盖总成组装自动生产线,其特征在于:所述保压机构(12)包括保压支架(12-1)、定位支撑工装(12-2)和保压压头(12-3),所述保压支架(12-1)设置于所述基座(1)顶部,所述定位支撑工装(12-2)设置于所述保压支架(12-1)顶部中心处,所述保压压头(12-3)设置于保压支架(12-1)顶部两侧。
7.根据权利要求1-6任一项所述的一种雷达天线盖总成组装自动生产线,其特征在于:所述基座(1)包括电器柜柜身(1-1)、柜顶(1-3)和柜底(1-2)。
8.根据权利要求1-6任一项所述的一种雷达天线盖总成组装自动生产线,其特征在于:所述基座(1)顶部还设置有自动贴标机(13),所述保压取料机器人(11)将保压好的塑壳放置到所述自动贴标机(13)的工位处,所述自动贴标机(13)将标签贴于塑壳的正确位置。
技术总结
本技术公开了一种雷达天线盖总成组装自动生产线,包括基座,基座顶部设置有铜箔上料工装,铜箔上料工装用于将铜箔输送到指定位置,基座顶部设置有上料机器人,上料机器人用于吸取铜箔上料工装处的铜箔,基座顶部设置有上料位置识别校准系统,上料位置识别校准系统对铜箔的偏移量进行校准,基座旁侧设置有备塑链,备塑链上设置有产品托盘,产品托盘用于承托塑壳,基座顶部设置有取料机器人,取料机器人用于夹取产品托盘中的塑壳,基座顶部设置有工装转盘,工装转盘用于将塑壳旋转到指定工位处,基座顶部设置有保压取料机器人和保压机构,保压取料机器人将抚平后的塑壳输送至保压机构处;能够实现雷达天线盖总成的自动生产。
技术研发人员:储金津,冯海明,樊利强
受保护的技术使用者:上海久和精密模具有限公司
技术研发日:20230313
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!