静电卡盘焊接工装的制作方法
本技术涉及半导体晶片加工,具体地涉及一种静电卡盘焊接工装。
背景技术:
1、氮化铝陶瓷具有优异的高导热性、高绝缘性、低介电常数与硅相近的热膨胀系数,因而特别适用于作为大规模集成电路及大功率器件的基体材料,主要应用于微波真空、微电子、光电器件中,尤其在大功率ic、hic、mcm、半导体器件、电真空器件中一直是制备高导热性元件的重要陶瓷材料。氮化铝陶瓷不仅具有高的导热性、高的电绝缘性能,而且无毒性,是理想的集成电子封装材料。
2、静电卡盘是在半导体生产工艺中被用来固定和支撑晶圆的,静电卡盘利用静电吸附原理将待加工的晶圆吸附在其表面,防止晶圆在生产过程中发生移动和错位,静电卡盘广泛应用于pvd、cvd、刻蚀等工艺。静电卡盘通常包含一个或多个导电电极,这些电极在绝缘层下面,与绝缘层之间的空间可以形成一个静电夹紧电场,从而实现对晶圆的吸附固定。静电卡盘与传统的机械卡盘或真空卡盘相比有许多优势,其在使用过程中减少了由于压力、碰撞等机械原因对晶圆造成的不可修复的损伤,其次静电卡盘大大增加了晶圆加工的有效面积,并且减少了机械碰撞可能产生的颗粒污染,正因如此,静电卡盘与晶圆的大面积接触更加有利于进行热传导,并且克服了真空吸盘的致命缺点,可以在高真空反应腔室里使用。
3、目前氮化铝静电卡盘背面需焊接气孔衬瓷、电极引线端子、定位端子、金属环、衬瓷环,卡盘需和多个零部件进行焊接,焊接完成后需与水冷和电控部位装配。然而,焊接需要在高温真空环境下进行,金属材料和陶瓷材料之间的热膨胀系数差异会导致焊接质量很差,无法满足后续装配的要求,在某些不确定因素下甚至会导致卡盘损伤。
技术实现思路
1、本实用新型要解决的技术问题是:现有技术的人工焊接静电卡盘零部件的方式无法保证静电卡盘主体与待焊接零部件之间的装配精度。
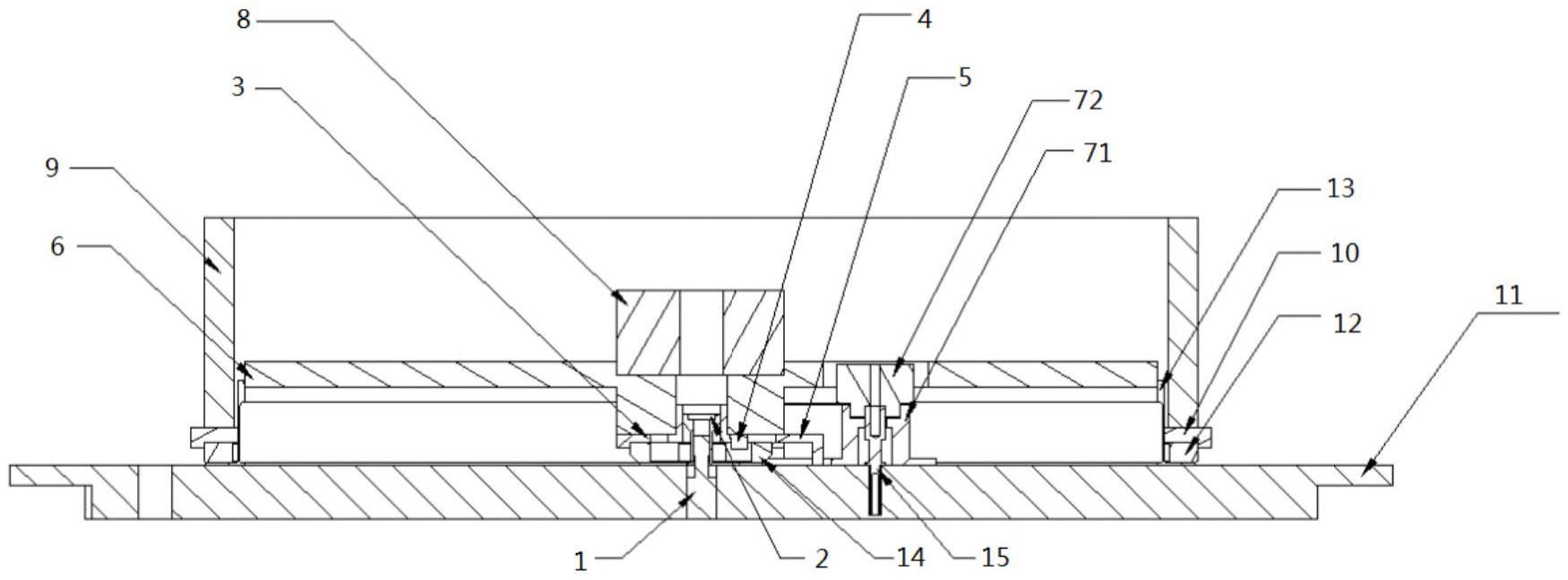
2、为了实现上述目的,本实用新型提供一种静电卡盘焊接工装,所述静电卡盘焊接工装包括第一定位柱、相对于所述第一定位柱同心设置的第二盖板和压环以及相对所述第一定位柱偏心设置的第一套筒,其中,所述第一定位柱能够插入卡盘主体的中心孔并穿过中心衬瓷,所述第一套筒能够套设于电极引线端子以将所述电极引线端子相对于所述卡盘主体偏心设置,所述第二盖板能够支撑金属环以相对于所述卡盘主体同心设置,所述压环能够同心地套设于所述金属环并将衬瓷环同心地压紧于所述卡盘主体上。
3、在一些实施方式中,所述静电卡盘焊接工装包括套设于所述第一定位柱的上端并能够压紧于所述中心衬瓷的第一盖板,以及穿过所述第一盖板且能够插入到所述中心衬瓷中的第三定位柱。
4、在一些实施方式中,所述静电卡盘焊接工装包括设置在所述第一定位柱的上端和所述第一盖板之间的第二定位柱。
5、在一些实施方式中,所述静电卡盘焊接工装包括套设于所述第一定位柱的上端的第二定位柱,所述第二定位柱靠近所述卡盘主体的一端形成有径向向外延伸的延伸部,所述延伸部设置在所述中心衬瓷和所述卡盘主体之间。
6、在一些实施方式中,所述第二盖板设置有偏心孔,所述静电卡盘焊接工装包括能够插入所述偏心孔的第二套筒,所述第二套筒的下端能够插入所述第一套筒中。
7、在一些实施方式中,所述压环包括本体部和从所述本体部向下延伸的环形凸起,所述环形凸起能够套设于所述衬瓷环以使得所述衬瓷环与所述卡盘主体同心设置。
8、在一些实施方式中,所述第二盖板的上表面设置有凹陷部,所述静电卡盘焊接工装包括设置在所述凹陷部中的第一压紧件。
9、在一些实施方式中,所述静电卡盘焊接工装包括同心地套设于所述第二盖板的第二压紧件,所述第二压紧件能够压紧所述压环。
10、在一些实施方式中,所述第一定位柱与所述卡盘主体的中心孔设置为间隙配合。
11、在一些实施方式中,所述第一套筒的数量设置为多个。
12、通过上述技术方案,在卡盘主体的中心孔处设置第一定位柱,并通过第二盖板和压环装配间隙传递,提高了静电卡盘的焊接定位精度和静电卡盘整体的强度,最终实现一体化焊接多个静电卡盘零部件,并保证中心衬瓷和衬瓷环以及卡盘主体外圆的同轴度(以中心衬瓷为基准)<0.2。
技术特征:
1.一种静电卡盘焊接工装,其特征在于,所述静电卡盘焊接工装包括第一定位柱(1)、相对于所述第一定位柱(1)同心设置的第二盖板(6)和压环(10)以及相对所述第一定位柱(1)偏心设置的第一套筒(71),其中,所述第一定位柱(1)能够插入卡盘主体(11)的中心孔并穿过中心衬瓷(14),所述第一套筒(71)能够套设于电极引线端子(15)以将所述电极引线端子(15)相对于所述卡盘主体(11)偏心设置,所述第二盖板(6)能够支撑金属环(13)以相对于所述卡盘主体(11)同心设置,所述压环(10)能够同心地套设于所述金属环(13)并将衬瓷环(12)同心地压紧于所述卡盘主体(11)上。
2.根据权利要求1所述的静电卡盘焊接工装,其特征在于,所述静电卡盘焊接工装包括套设于所述第一定位柱(1)的上端并能够压紧于所述中心衬瓷(14)的第一盖板(3),以及穿过所述第一盖板(3)且能够插入到所述中心衬瓷(14)中的第三定位柱(4)。
3.根据权利要求2所述的静电卡盘焊接工装,其特征在于,所述静电卡盘焊接工装包括套设于所述第一定位柱(1)的上端的第二定位柱(2),所述第二定位柱(2)靠近所述卡盘主体(11)的一端形成有径向向外延伸的延伸部,所述延伸部设置在所述中心衬瓷(14)和所述卡盘主体(11)之间。
4.根据权利要求2所述的静电卡盘焊接工装,其特征在于,所述静电卡盘焊接工装包括能够支撑于所述卡盘主体(11)上的定位块(5),所述定位块(5)的径向内端接合于所述第一盖板(3),所述定位块(5)的径向外端接合于所述第一套筒(71)。
5.根据权利要求4所述的静电卡盘焊接工装,其特征在于,所述第二盖板(6)设置有偏心孔,所述静电卡盘焊接工装包括能够插入所述偏心孔的第二套筒(72),所述第二套筒(72)的下端能够插入所述第一套筒(71)中。
6.根据权利要求1所述的静电卡盘焊接工装,其特征在于,所述压环(10)包括本体部和从所述本体部向下延伸的环形凸起,所述环形凸起能够套设于所述衬瓷环(12)以使得所述衬瓷环(12)与所述卡盘主体(11)同心设置。
7.根据权利要求1所述的静电卡盘焊接工装,其特征在于,所述第二盖板(6)的上表面设置有凹陷部,所述静电卡盘焊接工装包括设置在所述凹陷部中的第一压紧件(8)。
8.根据权利要求1所述的静电卡盘焊接工装,其特征在于,所述静电卡盘焊接工装包括同心地套设于所述第二盖板(6)的第二压紧件(9),所述第二压紧件(9)能够压紧所述压环(10)。
9.根据权利要求1所述的静电卡盘焊接工装,其特征在于,所述第一定位柱(1)与所述卡盘主体(11)的中心孔设置为间隙配合。
10.根据权利要求1所述的静电卡盘焊接工装,其特征在于,所述第一套筒(71)的数量设置为多个。
技术总结
本技术涉及半导体晶片加工技术领域,公开了一种静电卡盘焊接工装,该静电卡盘焊接工装包括第一定位柱、相对于第一定位柱同心设置的第二盖板和压环以及相对第一定位柱偏心设置的第一套筒,其中,第一定位柱能够插入卡盘主体的中心孔并穿过中心衬瓷,第一套筒能够套设于电极引线端子以将电极引线端子相对于卡盘主体偏心设置,第二盖板能够支撑金属环以相对于卡盘主体同心设置,压环能够同心地套设于金属环并将衬瓷环同心地压紧于卡盘主体上。在本方案中,通过在卡盘主体的中心孔处设置第一定位柱,并通过第二盖板和压环装配间隙传递,保证了中心衬瓷和衬瓷环以及卡盘主体外圆的同轴度,实现一体化焊接多个静电卡盘零部件。
技术研发人员:冯吉宽,王帅,赵世柯
受保护的技术使用者:中国电子科技集团公司第十二研究所
技术研发日:20230303
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!