瓶阀座自动焊接装置的制作方法
本技术涉及自动焊接装置,尤其涉及一种瓶阀座自动焊接装置。
背景技术:
1、现有的将瓶体和瓶阀焊接至一起的设备如附图1所示。此设备,上料和下料均为人工操作,在可旋转的主轴顶端连接有托盘,用于定位瓶体;托盘的顶部连接有用于压紧瓶体的滚轮;工人手持焊枪完成焊接操作。此设备缺点为:(1)整体运行过程为开环运行,在运行设备大部分的时间内均需要人工参与,焊接效率低,操作人员劳动强度大;(2)不同的操作人员,焊接效果不同,产品一致性差。
技术实现思路
1、实用新型目的:为了克服现有技术中存在的不足,本实用新型提供一种瓶阀座自动焊接装置
2、技术方案:为实现上述目的,本实用新型的一种瓶阀座自动焊接装置,包括:
3、焊接架;所述焊接架连接有可旋转的旋转主轴,所述旋转主轴的顶部设置有用于固定瓶体的托盘,所述托盘连接有用于固定瓶阀座的胀套;
4、焊枪组件;所述焊枪组件包括焊枪本体、焊枪支架,所述焊枪本体滑动连接在焊枪支架上,所述焊枪本体可滑动至靠近或远离托盘;
5、排烟罩;所述排烟罩设置于托盘的上方,并可下将至将胀套覆盖,所述排烟罩设置有供焊枪本体穿入的缺口;
6、上料输送线和下料输送线;所述上料输送线和下料输送下分置焊接架的两侧;
7、振动盘组件和第一夹爪;所述第一夹爪在振动盘组件和胀套之间往复移动;
8、第二夹爪;所述第二夹爪在焊接架、上料输送线和下料输送线之间往复移动。
9、优选的,还包括桁架,所述桁架横跨至焊接架、上料输送下和下料输送线的上方,所述第二夹爪滑动连接至所述桁架。
10、优选的,所述第二夹爪包括并列设置且可上下升降的第一抓手、第二抓手和第三抓手,所述第一抓手和第三抓手的末端均设置有电磁吸盘,所述排烟罩连接至第二抓手的末端。
11、优选的,所述振动盘组件包括振动盘本体、导向槽和第二气缸;所述导向槽的首端与振动盘本体的出口连接,所述第二气缸设置于导向槽末端的底部。
12、优选的,所述上料输送线末端的下方设置有顶出组件;所述顶出组件设置于第二夹爪的下方,所述顶出组件设置有用于将瓶体顶起的顶盘。
13、本实用新型的一种瓶阀座自动焊接装置,至少具有以下有益效果:(1)瓶体通过第二抓手自动上料,瓶阀通过第一抓手自动上料,焊接成型后的工件通过第二抓手自动下料,焊接过程实现全闭环操作,节省人工;(2)在旋转主轴顶部设置有用于固定瓶体的托盘和固定阀座的胀套,通过电机带动工件旋转,通过焊枪组件完成工件焊接,焊接质量一致高。
技术特征:
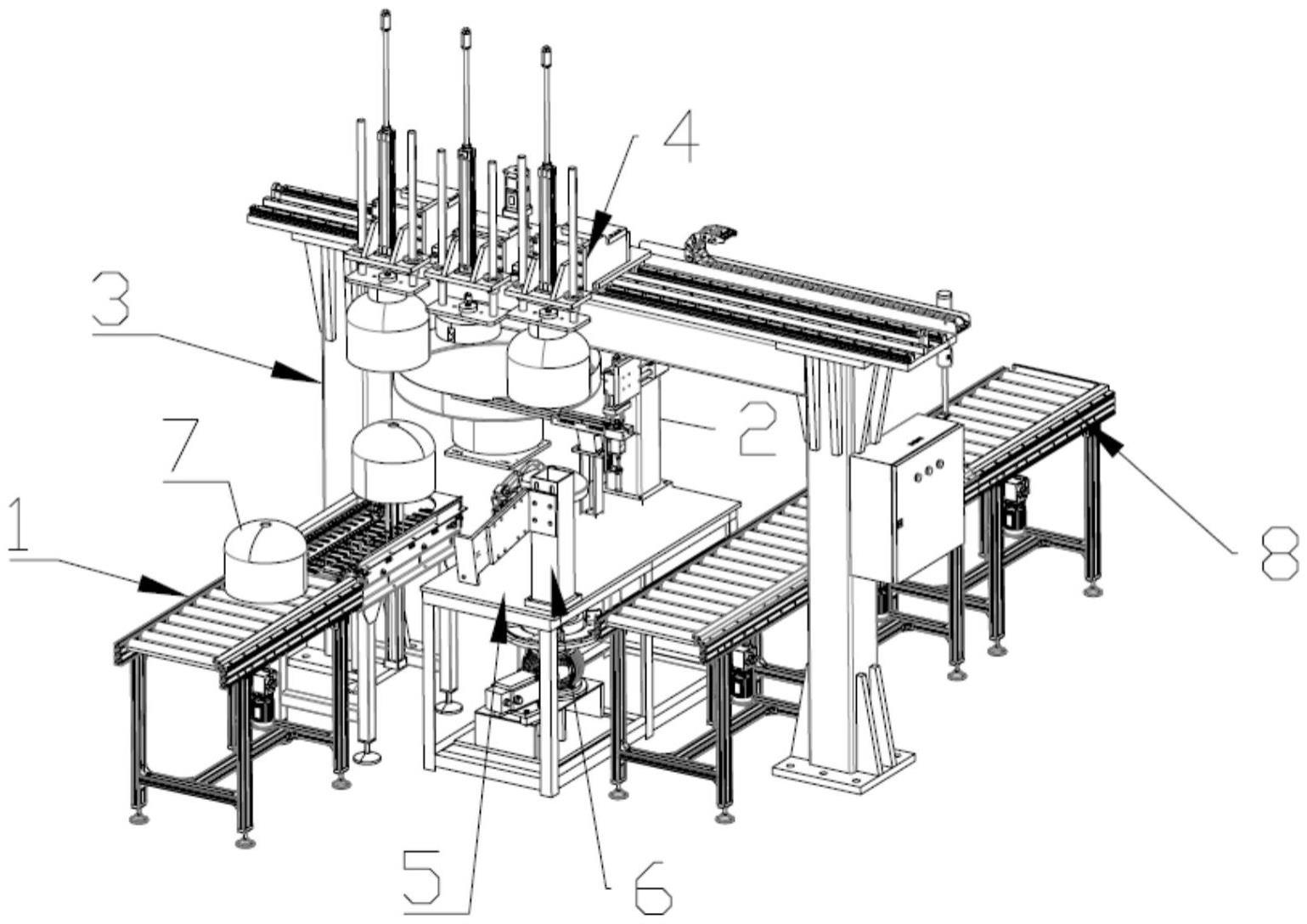
1.一种瓶阀座自动焊接装置,其特征在于,包括:
2.根据权利要求1所述的瓶阀座自动焊接装置,其特征在于,还包括桁架(3),所述桁架(3)横跨至焊接架(5)、上料输送线(1)和下料输送线(8)的上方,所述第二夹爪(401)滑动连接至所述桁架(3)。
3.根据权利要求1所述的瓶阀座自动焊接装置,其特征在于,所述第二夹爪(401)包括并列设置且可上下升降的第一抓手(402)、第二抓手(403)和第三抓手(404),所述第一抓手(402)和第三抓手(404)的末端均设置有电磁吸盘,所述排烟罩(405)连接至第二抓手(403)的末端。
4.根据权利要求1所述的瓶阀座自动焊接装置,其特征在于,所述振动盘组件(2)包括振动盘本体(201)、导向槽(204)和第二气缸(202);所述导向槽(204)的首端与振动盘本体(201)的出口连接,所述第二气缸(202)设置于导向槽(204)末端的底部。
5.根据权利要求1所述的瓶阀座自动焊接装置,其特征在于,所述上料输送线(1)末端的下方设置有顶出组件(104);所述顶出组件(104)设置于第二夹爪(401)的下方,所述顶出组件(104)设置有用于将瓶体(702)顶起的顶盘。
技术总结
本技术涉及一种自动机械领域,尤其涉及一种瓶阀座自动焊接装置。包括为上料输送线,振动盘组件、桁架装置、移载装置、焊接架、焊枪组件、下料输送线组成,所述焊接架连接有可旋转的旋转主轴,所述旋转主轴的顶部设置有用于固定瓶体的托盘,所述托盘连接有用于固定阀座的胀套;所述焊枪组件连接有焊枪支架,所述焊枪组件可滑动至靠近或远离托盘;排烟罩设置于托盘的上方,并可下将至将胀套覆盖,所述排烟罩设置有供焊枪穿入的缺口;所述上料输送线和下料输送下分置焊接架的两侧;本机为全自动成套设备,采用全闭环无人值守方式,操作简单,易损件均为标准件,更换方便快捷。
技术研发人员:赵永涛,曲彦政,曲桂文
受保护的技术使用者:山东环日集团有限公司
技术研发日:20230313
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!