一种挤压无缝型材的固定式弹性空心挤压垫的制作方法
本技术涉及挤压加工模具,尤其涉及一种挤压无缝型材的固定式弹性空心挤压垫。
背景技术:
1、挤压无缝型材需要用到空心挤压杆和空心挤压垫,传统的空心挤压杆和空心挤压垫之间没有任何连接关系,是完全独立的两个零部件,每次挤压过程中都需要反复的安装、拆卸挤压垫,因此其被称为活动空心挤压垫;活动空心挤压垫的外圆刃口和内孔刃口尺寸都是固定值,无论是挤压过程中还是非挤压过程中,外圆刃口和挤压筒内壁之间密封间隙是固定值,内孔刃口和挤压针、穿孔针之间密封间隙也是固定值;活动空心挤压垫在使用时随着使用时长的累计内外圆刃口位置会发生不可逆的磨损,随着磨损量的增大密封性能降低,最后导致金属的反溢,会影响到挤压力使其产生额外的波动,影响挤压出材的质量;严重的还会导致金属包裹住空心挤压杆以及挤压针、穿孔针,极端情况下会导致挤压针、穿孔针的断裂,以及空心挤压杆和挤压筒抱死,所以活动空心挤压垫的使用寿命以及密封性都存在一定不足。
2、每一次完整的挤压循环包括第一步上锭胚,第二步安装活动空心挤压垫,第三步挤压杆前移与挤压垫接触并推动铝锭到指定位置,第四步挤压针、穿孔针穿过锭胚保证针尖到达指定位置,第五步挤压杆推动活动空心挤压垫开始挤压,第六步挤压结束挤压筒后退,第七步卸掉活动空心挤压垫,第八步空心挤压杆后退回归初始位置;其中第二步和第七步针对的是同一个活动空心挤压垫,在小吨位机型使用人工操作,在大吨位机型需使用机械手操作,这两步总耗时约1-2分钟,我们称这两段时间为“非挤压等待间隔”,每挤压一根锭胚都有一个“非挤压等待间隔”时间消耗,连续生产当中额外时间消耗导致成本增加;而大吨位机型需安装配套的机械手设备,也增加了挤压机整机的设备维护费用和故障率,影响无缝型材的生产成本;现有的解决办法是同时使用两个活动空心挤压垫,分别事先放在挤压筒入口和出口附近挤压垫支架上,第二步安装第一个活动空心挤压垫,在第三至六步动作完成之前,机械手将第二个活动空心挤压垫转移到另一端的挤压垫支架上,第七步拆卸的挤压垫放在空出的挤压垫支架上,然后重复第二步时安装第二个活动空心挤压垫,以此类推反复使用,尽量缩短“非挤压等待间隔”的时间,且两件活动空心挤压垫的尺寸必须一致,否则会导致使用效果差异,然而同时制作两件活动空心挤压垫也增加了采购成本,不利于降低无缝型材生产成本的初衷;
3、因此,结合上述在现有技术中挤压无缝型材存在的问题,设计一款固定式弹性空心挤压垫,其刃口具备弹性变化、密封性更好、延长使用寿命,挤压时挤压力平稳、挤压出材质质量更稳定,结构优化,进一步提升工作效率。
技术实现思路
1、本实用新型的目的是提供一种刃口具备弹性变化、密封性更好、延长使用寿命,挤压时挤压力平稳、挤压出材质质量更稳定,结构优化,进一步提升工作效率的挤压无缝型材的固定式弹性空心挤压垫。
2、为了实现上述目的,本实用新型提供如下技术方案:
3、一种挤压无缝型材的固定式弹性空心挤压垫,固定式弹性空心挤压垫与空心挤压杆配合使用,包括:
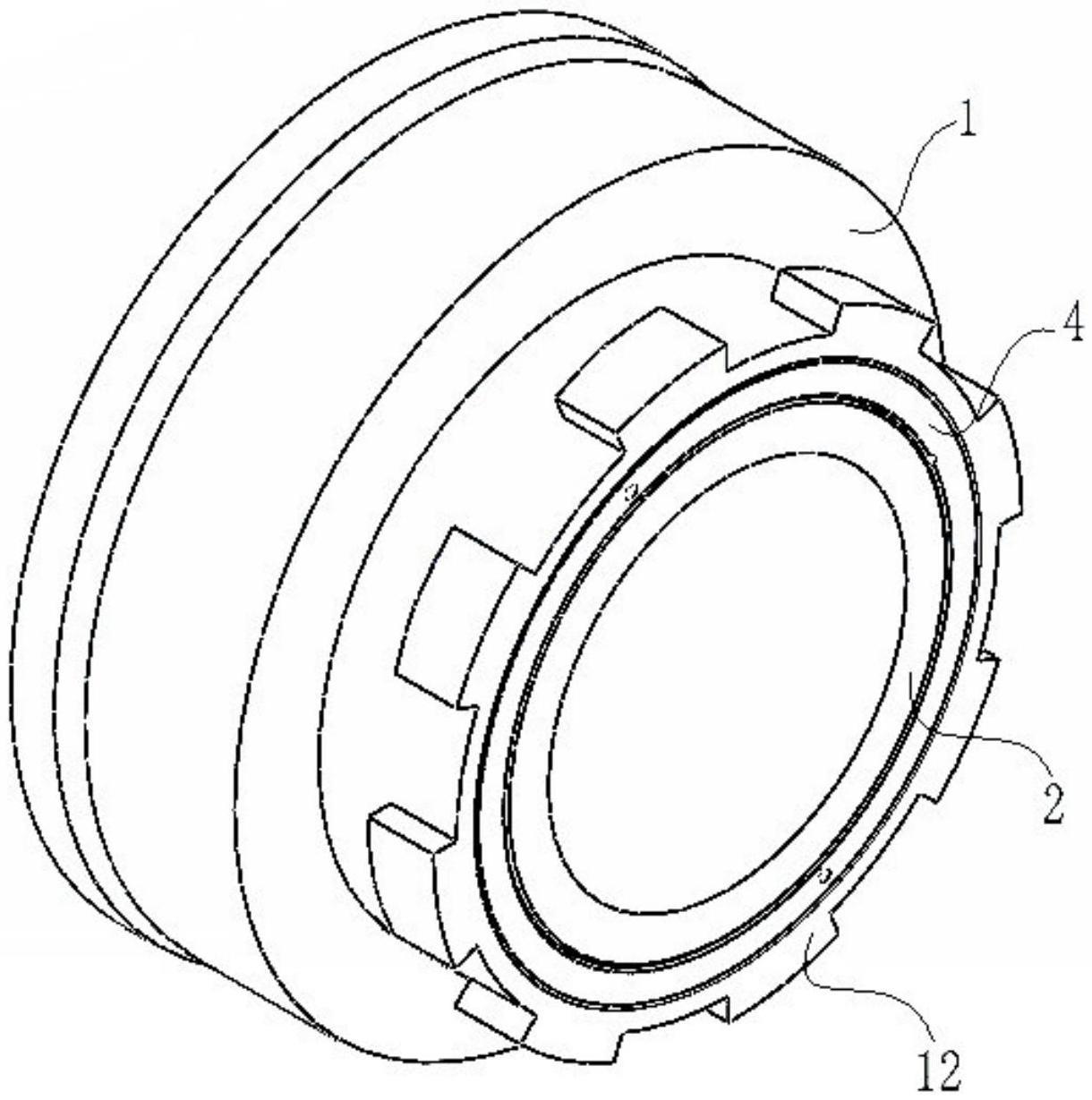
4、膨胀外套,所述膨胀外套内孔形成锥面一部;
5、空心内芯锥体垫,所述空心内芯锥体垫嵌合于膨胀外套内孔中;
6、所述空心内芯锥体垫外壁形成有与锥面一部相适配的锥面二部;且
7、所述膨胀外套内孔与空心内芯锥体垫外壁之间形成间隙h;其中
8、所述空心挤压杆驱动固定式弹性空心挤压垫挤压至锭胚形成反作用力以实现空心内芯锥体垫移动;以及
9、所述空心内芯锥体垫移动形成间隙h逐渐缩小以实现膨胀外套膨胀至与挤压筒内孔壁形成密封;且
10、所述空心内芯锥体垫内孔逐渐缩小至与挤压针、穿孔针外表面贴合形成密封;
11、所述膨胀外套与空心内芯锥体垫嵌合形成一安装槽;
12、所述安装槽内固定安装有固定螺母。
13、进一步的,所述空心内芯锥体垫由一体成型、内部中空的圆柱体和圆台体组成;
14、所述圆柱体远离圆台体的一端外侧壁上形成有外螺纹结构;
15、所述固定螺母内壁形成有与外螺纹相适配的内螺纹结构;其中
16、所述固定螺母旋拧于空心内芯锥体垫上至嵌入安装槽内并通过骑缝销加固连接。
17、进一步的,所述膨胀外套的一端外侧壁沿其周向方向间隔分布有多组凸起部以形成凹凸槽口;
18、所述凸起部的一侧呈斜面状结构;其中
19、所述膨胀外套的凹凸槽口端插入空心挤压杆连接端口处并通过旋转卡接;且
20、经由锁紧顶丝旋紧以实现空心挤压杆与固定式弹性空心挤压垫固定连接。
21、在上述技术方案中,本实用新型的一种挤压无缝型材的固定式弹性空心挤压垫,具有以下有益效果:
22、1、本实用新型提供的一种挤压无缝型材的固定式弹性空心挤压垫,该装置结构优化,固定式弹性空心挤压垫刃口尺寸是可以弹性变化的,与挤压筒和挤压针、穿孔针密封性更好,挤压时挤压力平稳,挤压出材质量更稳定;
23、2、由于挤压时密封间隙小而非挤压时密封间隙大,可以减少空心挤压杆后退过程中对挤压筒内壁以及挤压针、穿孔针外表面的损伤,长期保持良好的密封间隙,较活动空心挤压垫寿命更长;
24、3、省却“非挤压等待间隔”的时间,挤压垫和空心挤压杆之间实现稳定可靠的连接,实现挤压垫和空心挤压杆随动,无需人工或机械手重复抓取和安装、拆卸挤压垫的动作,降低设备费用和生产成本。
技术特征:
1.一种挤压无缝型材的固定式弹性空心挤压垫,固定式弹性空心挤压垫与空心挤压杆配合使用,其特征在于,包括:
2.根据权利要求1所述的一种挤压无缝型材的固定式弹性空心挤压垫,其特征在于:
3.根据权利要求1所述的一种挤压无缝型材的固定式弹性空心挤压垫,其特征在于:
技术总结
本技术公开了一种挤压无缝型材的固定式弹性空心挤压垫,包括膨胀外套,膨胀外套内孔形成锥面一部;空心内芯锥体垫嵌合于膨胀外套内孔中;空心内芯锥体垫外壁形成有与锥面一部相适配的锥面二部;膨胀外套内孔与空心内芯锥体垫外壁之间形成间隙h;空心挤压杆驱动固定式弹性空心挤压垫挤压至锭胚形成反作用力以实现空心内芯锥体垫移动;空心内芯锥体垫移动形成间隙h逐渐缩小以实现膨胀外套膨胀至与挤压筒内孔壁形成密封;空心内芯锥体垫内孔逐渐缩小至与挤压针、穿孔针外表面贴合形成密封;膨胀外套与空心内芯锥体垫嵌合形成一安装槽;安装槽内固定安装有固定螺母;本装置结构优化,刃口尺寸可弹性变化,密封性好,挤压力平稳,延长使用寿命。
技术研发人员:刘海堂,李香安,韩冰,刘涛,刘阳,李秀昭,宋佳
受保护的技术使用者:磐石市飞跃模具有限公司
技术研发日:20230313
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!