一种异型半导体铝合金锻压组件的制作方法
本技术涉及铝合金锻压,尤其是涉及一种异型半导体铝合金锻压组件。
背景技术:
1、锻压是锻造和冲压的合成,主要用于加工金属制件,是利用锻压机械的锤头、砧块、冲头或者通过模具对坯料施加压力,使之产生塑性变形,从而获得所需形状和尺寸的制件。
2、在锻压加工工艺中,模具是锻压成型的主要工具,由各种零件构成,通过对模具上的坯料施压,使坯料受压发生塑性变形后,填充于型腔内而制作成型。但是,现有的模具结构固定单一,仅能够锻压加工单一尺寸型号的工件,当需要锻压生产不同厚度的工件时,则需要更换模具,因此,准备的模具数量增加,导致生产不同厚度尺寸规格工件的成本增加;不仅如此,当模具型腔部分有破损变形损坏时,则需要对整个模具进行更换,导致维修更换成本增加。
3、因此,有必要对现有技术中的锻压模具进行改进。
技术实现思路
1、本实用新型的目的在于克服现有技术中存在的缺陷,提供一种适用于加工产生不同规格尺寸且降低维修更换成本的异型半导体铝合金锻压组件。
2、为实现上述技术效果,本实用新型的技术方案为:一种异型半导体铝合金锻压组件,包括:
3、基座;
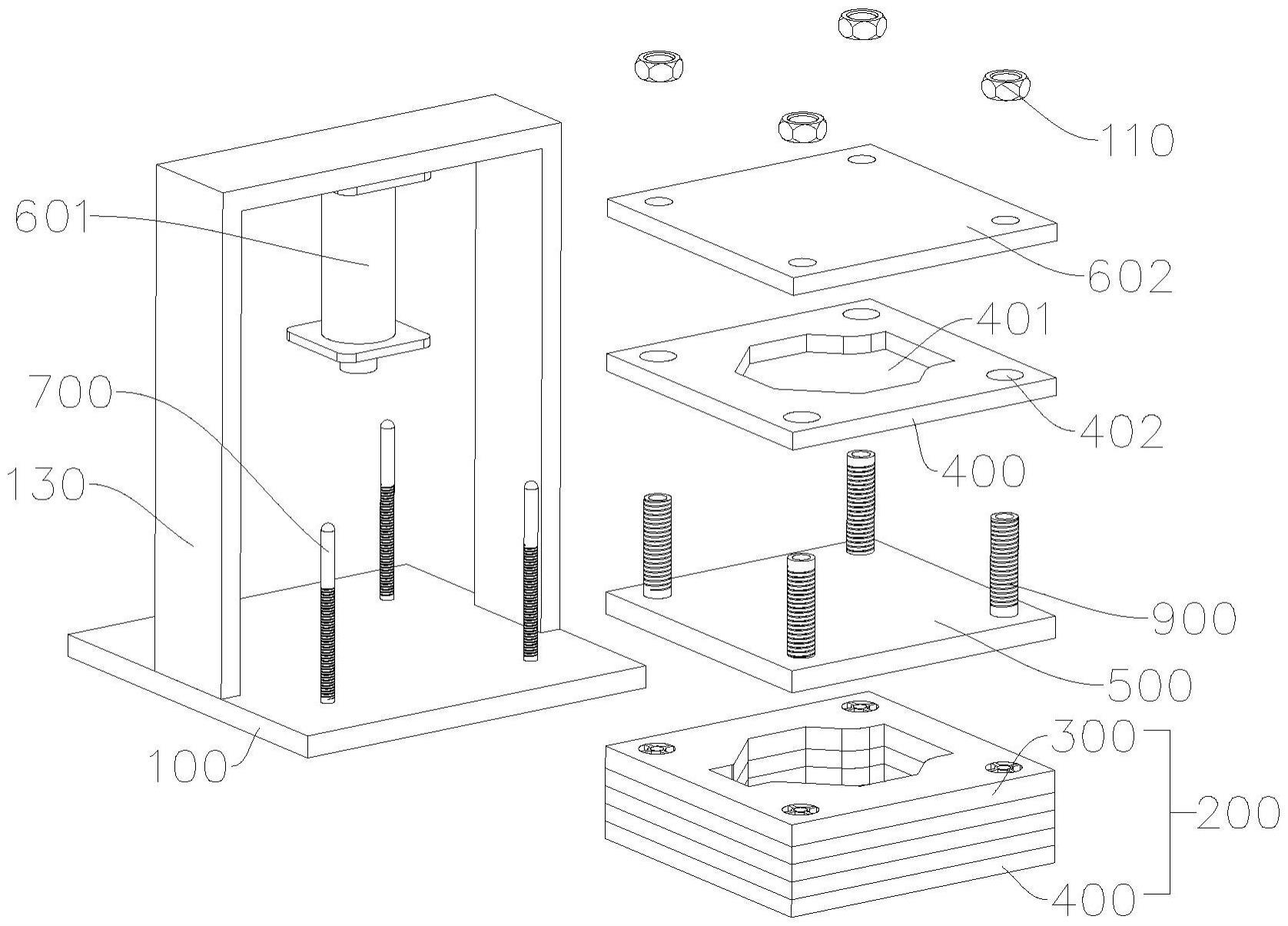
4、模具,所述模具包括从下而上依次堆叠且可拆卸连接于所述基座上方的若干单元模和顶模,所述顶模上设置有第一成型通孔,所述单元模上设置有第二成型通孔,位于所述顶模下方单元模的第二成型通孔与所述第一成型通孔连通以组合形成所述模具的型腔;
5、锻压机构,所述锻压机构包括设置于所述型腔正上方的锻压件和驱动所述锻压件沿铅垂方向移动且与所述基座连接的升降单元,合模状态下的锻压件与所述基座相配合以封闭所述型腔。
6、优选的,为了实现单元模、顶模可拆卸堆叠于基座上,所述基座上设置有沿铅垂方向延伸并贯穿所述单元模和所述顶模的第一螺杆,所述第一螺杆螺纹连接有锁紧套,所述锁紧套抵接于所述顶模上以将所述顶模和所述顶模下方的单元模锁紧于所述基座上。
7、优选的,为了加固单元模、顶模与基座的固定连接,所述第一螺杆设置有至少两个。
8、优选的,为了驱动锻压件升降移动,所述升降单元包括液压缸,所述液压缸的缸筒与所述基座固定连接,活塞杆连接有升降板,所述升降板通过螺纹连接的第二螺杆和螺母与所述锻压件连接。
9、优选的,为了方便锻压件与升降板的可拆卸固定连接,同时,便于在锻压件和升降板之间插入不同数量的单元模,使得液压缸驱动锻压件向下移动后,正好贴合与模具的顶面,所述锻压件为设置于所述升降板正下方的锻压板,所述第二螺杆固定于所述锻压件的正上方且贯穿所述升降板,所述第二螺杆的长度大于所述锻压板的厚度、所述升降板的厚度和至少一个单元模的厚度之和。
10、优选的,为了保证升降板和锻压件的稳定升降移动方向,所述第二螺杆和所述第一螺杆同轴心线,所述第二螺杆为空心管状结构,且所述第二螺杆的内径与所述第一螺杆的外径相同,所述锻压件上设置有供所述第一螺杆穿设的锻压通孔。
11、优选的,为了方便升降板向下移动时,锻压件能够套在第一螺杆外,所述第一螺杆的顶端为半球状。
12、优选的,为了进一步方便在升降板和锻压件之间插入单元模,所述单元模上设置有供所述第一螺杆穿设的定位通孔,所述定位通孔的孔径大于或者等于所述第二螺杆的外径。
13、优选的,为了防止单元模在水平方向上发生偏移,所述第一螺杆外密封套设有位于所述锁紧套下方的定位套,所述定位套的外径与所述定位通孔的内径相同,所述定位套夹紧于所述锁紧套和所述基座之间。
14、优选的,为了根据顶模下方单元模数量灵活调整控制定位套的数量,使得定位套的长度之和与顶模下方单元模的厚度之和一致,所述锁紧套下方的定位套与所述顶模下方的单元模一一对应,且所述定位套的长度与自身对应单元模的厚度一致。
15、综上所述,本实用新型异型半导体铝合金锻压组件与现有技术相比,通过将模具分成堆叠的单元模和顶模,利用单元模的第二成型通孔和顶模的第一成型通孔组合形成模具的型腔,且顶模和基座之间的单元模数量可调整,进而调整型腔的深度,使装置适用生产不同厚度尺寸的工件,避免了模具增加导致的成本增加,并且通过对损坏的单元模或者顶模更换,降低了模具的维修更换成本。
技术特征:
1.一种异型半导体铝合金锻压组件,其特征在于,包括:
2.根据权利要求1所述的异型半导体铝合金锻压组件,其特征在于:所述基座(100)上设置有沿铅垂方向延伸并贯穿所述单元模(400)和所述顶模(300)的第一螺杆(700),所述第一螺杆(700)螺纹连接有锁紧套(800),所述锁紧套(800)抵接于所述顶模(300)上以将所述顶模(300)和所述顶模(300)下方的单元模(400)锁紧于所述基座(100)上。
3.根据权利要求2所述的异型半导体铝合金锻压组件,其特征在于:所述第一螺杆(700)设置有至少两个。
4.根据权利要求2所述的异型半导体铝合金锻压组件,其特征在于:所述升降单元(600)包括液压缸(601),所述液压缸(601)的缸筒与所述基座(100)固定连接,活塞杆连接有升降板(602),所述升降板(602)通过螺纹连接的第二螺杆(900)和螺母(110)与所述锻压件(500)连接。
5.根据权利要求4所述的异型半导体铝合金锻压组件,其特征在于:所述锻压件(500)为设置于所述升降板(602)正下方的锻压板,所述第二螺杆(900)固定于所述锻压件(500)的正上方且贯穿所述升降板(602),所述第二螺杆(900)的长度大于所述锻压板的厚度、所述升降板(602)的厚度和至少一个单元模(400)的厚度之和。
6.根据权利要求5所述的异型半导体铝合金锻压组件,其特征在于:所述第二螺杆(900)和所述第一螺杆(700)同轴心线,所述第二螺杆(900)为空心管状结构,且所述第二螺杆(900)的内径与所述第一螺杆(700)的外径相同,所述锻压件(500)上设置有供所述第一螺杆(700)穿设的锻压通孔(501)。
7.根据权利要求6所述的异型半导体铝合金锻压组件,其特征在于:所述第一螺杆(700)的顶端为半球状。
8.根据权利要求6所述的异型半导体铝合金锻压组件,其特征在于:所述单元模(400)上设置有供所述第一螺杆(700)穿设的定位通孔(402),所述定位通孔(402)的孔径大于或者等于所述第二螺杆(900)的外径。
9.根据权利要求8所述的异型半导体铝合金锻压组件,其特征在于:所述第一螺杆(700)外密封套设有位于所述锁紧套(800)下方的定位套(120),所述定位套(120)的外径与所述定位通孔(402)的内径相同,所述定位套(120)夹紧于所述锁紧套(800)和所述基座(100)之间。
10.根据权利要求9所述的异型半导体铝合金锻压组件,其特征在于:所述锁紧套(800)下方的定位套(120)与所述顶模(300)下方的单元模(400)一一对应,且所述定位套(120)的长度与自身对应单元模(400)的厚度一致。
技术总结
本技术公开了一种异型半导体铝合金锻压组件,包括基座;模具,包括依次堆叠且可拆卸连接于基座上方的若干单元模和顶模,顶模上设置有第一成型通孔,单元模上设置有第二成型通孔,第二成型通孔与第一成型通孔组合形成模具的型腔;锻压机构,包括锻压件和升降单元。该异型半导体铝合金锻压组件结构合理通过将模具分成堆叠的单元模和顶模,利用单元模的第二成型通孔和顶模的第一成型通孔组合形成模具的型腔,且顶模和基座之间的单元模数量可调整,进而调整型腔的深度,使装置适用生产不同厚度尺寸的工件,避免了模具增加导致的成本增加,并且通过对损坏的单元模或者顶模更换,降低了模具的维修更换成本。
技术研发人员:吴江,陆剑锋,刘亮
受保护的技术使用者:江苏一和合金科技有限公司
技术研发日:20230313
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!