一种钻铣刀具结构及钻铣加工工艺治具的制作方法
本技术涉及机械加工刀具,特别涉及一种钻铣刀具结构及钻铣加工工艺治具。
背景技术:
1、相关按键产品部分加工特征为标准柱面结构类型,特征柱面部分需要高光镜面效果。传统cnc加工工艺下,需要增加开粗与精修工艺等工站,且多为外切切削模式,刀路行进与加工时间较长,大批量加工效率相对较低,人力时间成本与不良率居高。
技术实现思路
1、本实用新型的目的在于提供一种钻铣刀具结构,以解决加工成本高、加工时间长以及产品的生产效率率和良率低的问题。
2、本实用新型为实现目的的技术方案是这样的:本实用新型提供一种钻铣刀具结构,包括钻铣刀本体,所述钻铣刀本体的端部设有刀头,在所述钻铣刀本体旋转时,带动所述刀头围绕工件的外周进行切削加工工艺,所述刀头包括切削刃和抛光面,所述切削刃用于对工件进行切削加工,所述抛光面用于对工件切削面进行抛光研磨,当所述切削刃对工件进行切削工艺时,所述抛光面能够同时对工件进行研磨工艺。
3、本实用新型一实施例中,所述刀头包括第一刀面、第二刀面和第三刀面,所述第一刀面、所述抛光面、所述第二刀面和所述第三刀面在所述钻铣刀本体旋转的方向顺次连接,所述抛光面和所述第一刀面的连接处形成所述切削刃。
4、本实用新型一实施例中,所述第一刀面和所述抛光面之间形成夹角,所述夹角为45°~90°。
5、本实用新型一实施例中,所述抛光面为弧形面。
6、本实用新型一实施例中,所述第二刀面与所述抛光面相切连接。
7、本实用新型一实施例中,所述刀头背离所述钻铣刀本体的表面为第四刀面,所述第四刀面为倾斜平面且背离所述钻铣刀本体的方向倾斜。
8、本实用新型一实施例中,所述切削刃为垂直于水平面的竖直直线刃。
9、本实用新型一实施例中,所述切削刃偏离所述钻铣刀本体的旋转轴线。
10、本实用新型一实施例中,所述钻铣刀具结构还包括刀柄,所述刀柄安装于所述钻铣刀本体远离所述刀头的端部。
11、本实用新型还提供一种钻铣加工工艺治具,包括如上述所述的钻铣刀具结构和夹具,所述夹具用于夹持工件。
12、本实用新型与现有技术相比产生的有益效果:在本实用新型的钻铣刀具结构及钻铣加工工艺治具中,通过切削刃对工件外周进行切削加工,同时配合抛光面对工件切削面进行研磨工艺,缩短了加工的工时,提高了生产效率,降低了生产成本,还提高了产品的生产良率。
技术特征:
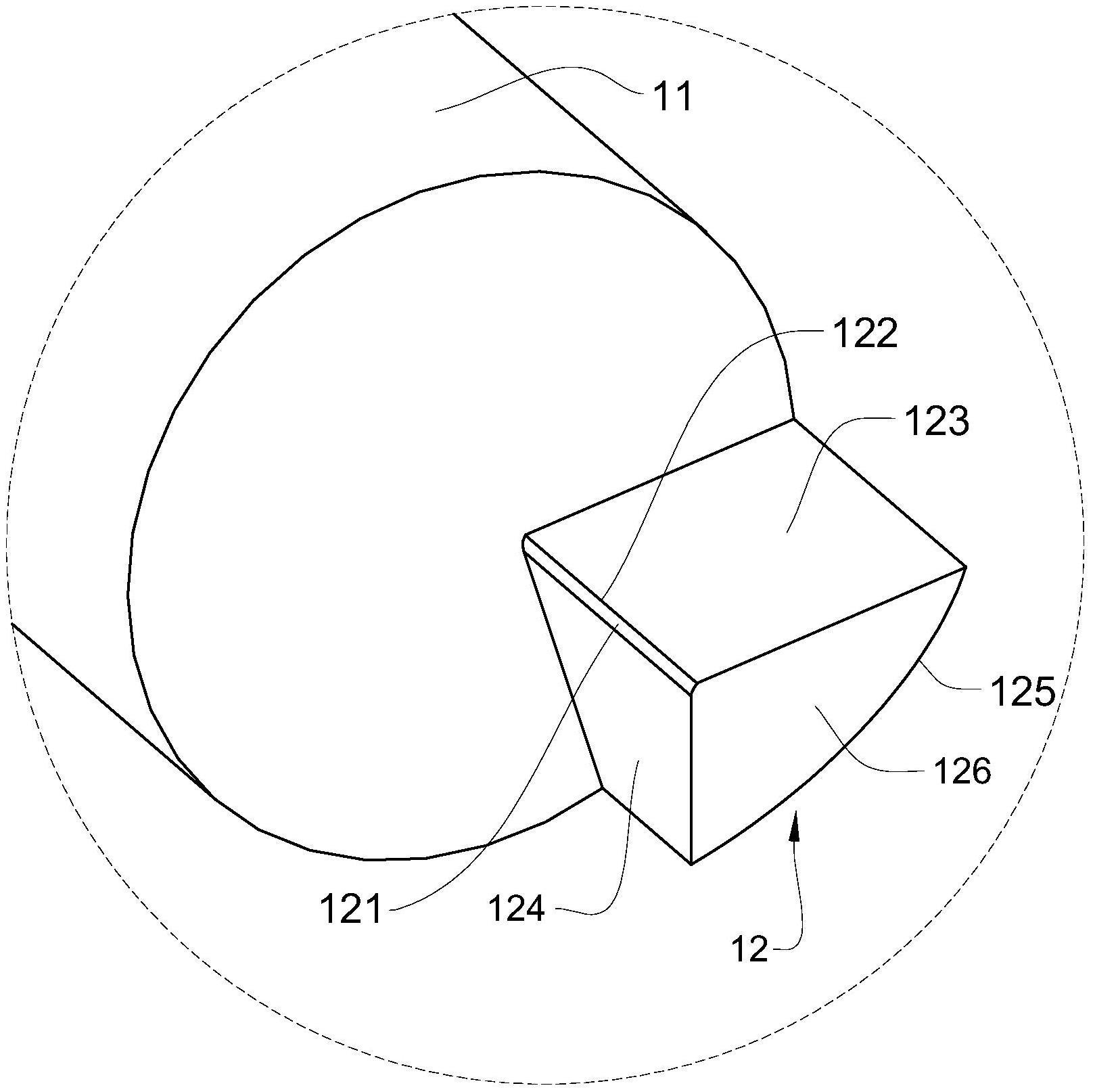
1.一种钻铣刀具结构,其特征在于,包括钻铣刀本体(11),所述钻铣刀本体(11)的端部设有刀头(12),在所述钻铣刀本体(11)旋转时,带动所述刀头(12)围绕工件的外周进行切削加工工艺,所述刀头(12)包括切削刃(121)和抛光面(122),所述切削刃(121)用于对工件进行切削加工,所述抛光面(122)用于对工件切削面进行抛光研磨,当所述切削刃(121)对工件进行切削工艺时,所述抛光面(122)能够同时对工件进行研磨工艺。
2.根据权利要求1所述的钻铣刀具结构,其特征在于,所述刀头(12)包括第一刀面(123)、第二刀面(124)和第三刀面(125),所述第一刀面(123)、所述抛光面(122)、所述第二刀面(124)和所述第三刀面(125)在所述钻铣刀本体(11)旋转的方向顺次连接,所述抛光面(122)和所述第一刀面(123)的连接处形成所述切削刃(121)。
3.根据权利要求2所述的钻铣刀具结构,其特征在于,所述第一刀面(123)和所述抛光面(122)之间形成夹角,所述夹角为45°~90°。
4.根据权利要求3所述的钻铣刀具结构,其特征在于,所述抛光面(122)为弧形面。
5.根据权利要求4所述的钻铣刀具结构,其特征在于,所述第二刀面(124)与所述抛光面(122)相切连接。
6.根据权利要求2所述的钻铣刀具结构,其特征在于,所述刀头(12)背离所述钻铣刀本体(11)的表面为第四刀面(126),所述第四刀面(126)为倾斜平面且向背离所述钻铣刀本体(11)的方向倾斜。
7.根据权利要求1所述的钻铣刀具结构,其特征在于,所述切削刃(121)为垂直于水平面的竖直直线刃。
8.根据权利要求1所述的钻铣刀具结构,其特征在于,所述切削刃(121)偏离所述钻铣刀本体(11)的旋转轴线。
9.根据权利要求1所述的钻铣刀具结构,其特征在于,所述钻铣刀具结构还包括刀柄(13),所述刀柄(13)安装于所述钻铣刀本体(11)远离所述刀头(12)的端部。
10.一种钻铣加工工艺治具,其特征在于,包括如上述权利要求1-9任一项所述的钻铣刀具结构和夹具(14),所述夹具(14)用于夹持工件。
技术总结
本技术提供一种钻铣刀具结构,包括钻铣刀本体,钻铣刀本体的端部设有刀头,在钻铣刀本体旋转时,带动刀头围绕工件的外周进行切削加工工艺,刀头包括切削刃和抛光面,切削刃用于对工件进行切削加工,抛光面用于实现工件切削面的高光镜面效果,当切削刃对工件进行切削工艺时,抛光面能够同时对工件进行研磨工艺;本技术还提供一种钻铣加工工艺治具,包括如上述的钻铣刀具结构和夹具,夹具用于夹持工件。在本技术的钻铣刀具结构及钻铣加工工艺治具中,通过切削刃对工件外周进行切削加工,同时配合抛光面对工件切削面进行研磨工艺,缩短了加工的工时,提高了生产效率,降低了生产成本,还提高了产品的生产良率。
技术研发人员:于明明
受保护的技术使用者:赫比(上海)金属工业有限公司
技术研发日:20230313
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!