一种多工位加工固定工装的制作方法
本技术涉及加工工装固定领域,具体为一种多工位加工固定工装。
背景技术:
1、目前,产品加工时采用钻床加工螺纹孔,再使用铣床加工产品平面,需要两道工序才能完成产品加工,由于使用钻床加工螺纹孔,其螺纹精度很难稳定保持客户标准要求,同时分序加工很多重要关联尺寸无法精确的保证,多次装夹摆放很容易造成产品表面划伤,导致产品出现质量问题,需要操作人员反复手动换产品,工作效率缓慢,所以需要一种结构简单,节省产品加工成本,提高生产效率的工装完成现在的使用需求。
技术实现思路
1、本实用新型提供了一种多工位加工固定工装,可以解决现有的因为产品要两道生产工序,很多重要关联尺寸无法精确的保证,多次装夹摆放很容易造成产品表面划伤,产品合格率低,效率低的问题。
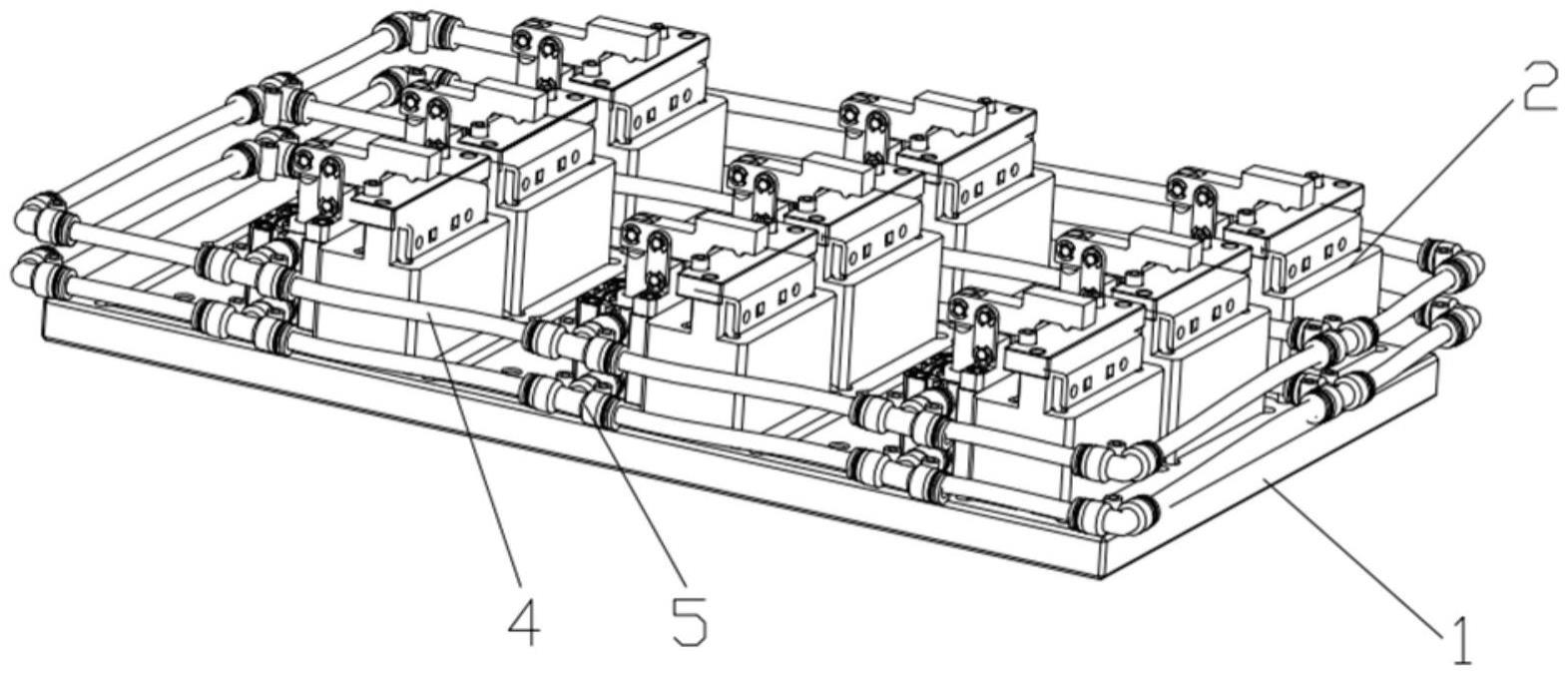
2、为实现上述目的,本实用新型提供如下技术方案:一种多工位加工固定工装,包括底板,所述底板的上端沿长度方向和宽度方向间隔排列设置有多个加工工位,且每个加工工位均设有定位机构,所述定位机构的一侧对应设置有压紧机构;所述定位机构包括竖向固定设置在所述底板上端的支撑座,所述支撑座的上端可拆卸设置有定位块,所述定位块的两侧位于所述支撑座的上端插接有定位销,用于定位待加工产品,所述支撑座的上方设置有压紧块压住所述待加工产品;所述压紧机构包括竖向固定设置在所述底板上侧的驱动装置,所述驱动装置的上端可旋转设置有连接杆,所述连接杆远离所述驱动装置的一端抵住所述压紧块,将两道加工工序合并在一起,减少了一道加工工序所需要设备和操作工,节省产品加工成本,同时提高了产品尺寸稳定性;通过多工位设计操作工可以同时操作多台设备工作,提高了生产效率。
3、作为优选,所述压紧块的上端设置有销轴定位孔,所述销轴定位孔与所述定位销相匹配,所述定位销穿过所述产品插入所述销轴定位孔的内部用于定位所述压紧块,结构简单,定位准确。
4、作为优选,所述压紧块的上端位于两个所述销轴定位孔之间设置有与产品的支柱相匹配的产品定位孔,定位准确。
5、作为优选,所述连接杆远离驱动装置的一端设置有抵住所述压紧块的凸起,结构简单。
6、作为优选,所述驱动装置为气缸,其通过气管和转接头连接后并联在同一个气源上,操作工可以同时操作多台设备工作,提高了生产效率。
7、与现有技术相比,本实用新型的有益效果是:
8、结构简单,操作方便,将两道加工工序合并在一起,减少了一道加工工序所需要设备和操作工,节省产品加工成本,同时提高了产品尺寸稳定性;通过多工位设计操作工可以同时操作多台设备工作,提高了生产效率,可以解决现有的因为产品要两道生产工序,很多重要关联尺寸无法精确的保证,多次装夹摆放很容易造成产品表面划伤,产品合格率低,效率低的问题。
技术特征:
1.一种多工位加工固定工装,其特征在于,包括:
2.根据权利要求1所述的多工位加工固定工装,其特征在于:所述压紧块(23)的上端设置有销轴定位孔(231),所述销轴定位孔(231)与所述定位销(213)相匹配,所述定位销(213)穿过所述产品(3)插入所述销轴定位孔(231)的内部用于定位所述压紧块(23)。
3.根据权利要求2所述的多工位加工固定工装,其特征在于:所述压紧块(23)的上端位于两个所述销轴定位孔(231)之间设置有与产品(3)的支柱相匹配的产品定位孔(232)。
4.根据权利要求1所述的多工位加工固定工装,其特征在于:所述连接杆(222)远离驱动装置(221)的一端设置有抵住所述压紧块(23)的凸起(2221)。
5.根据权利要求1所述的多工位加工固定工装,其特征在于:所述驱动装置(221)为气缸,其通过气管(4)和转接头(5)连接后并联在同一个气源上。
技术总结
本技术公开了一种多工位加工固定工装,包括底板,所述底板的上端沿长度方向和宽度方向间隔排列设置有多个加工工位,且每个加工工位均设有定位机构和压紧机构;所述定位机构包括设置在所述底板上端的支撑座,所述支撑座的上端可拆卸设置有定位块,所述定位块的两侧位于所述支撑座的上端插接有定位销,所述支撑座的上方设置有压紧块;所述压紧机构包括竖向固定设置在所述底板上侧的驱动装置,所述驱动装置的上端可旋转设置有连接杆,所述连接杆远离所述驱动装置的一端抵住所述压紧块,本技术可以解决现有的因为产品要两道生产工序,很多重要关联尺寸无法精确的保证,多次装夹摆放很容易造成产品表面划伤,产品合格率低,效率低的问题。
技术研发人员:张再杰,严云宏,熊小东,张伟华,史海峰,高纪勇,颜枭入,孙吉,方涛,储菊花,唐德祐,王磊,王庆亮,谭霖,任军君
受保护的技术使用者:宁波遵航汽车零部件有限公司
技术研发日:20230314
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!