一种风筒加工设备的制作方法
本技术涉及风筒加工,尤其涉及一种风筒加工设备。
背景技术:
1、传统的风筒制作工艺为:钢板切割下料→划线→钻床打孔→卷圆机卷圆成型,以上每一道工序需要一套加工设备,然后占用一定的场地,加工完一道工序后,还需要工人将加工好的零件运输到下一道工序上,整个制作工艺较繁琐,且设备占地面积较大,生产周期长,生产成本高。随着市场的不断扩大,需要研发一体化的加工设备,代替原来的制作工艺。基于此,本实用新型提出了一种风筒加工设备。
技术实现思路
1、本实用新型的目的是提供一种风筒加工设备,解决上述提到的问题。
2、为解决上述技术问题,本实用新型采用如下技术方案:
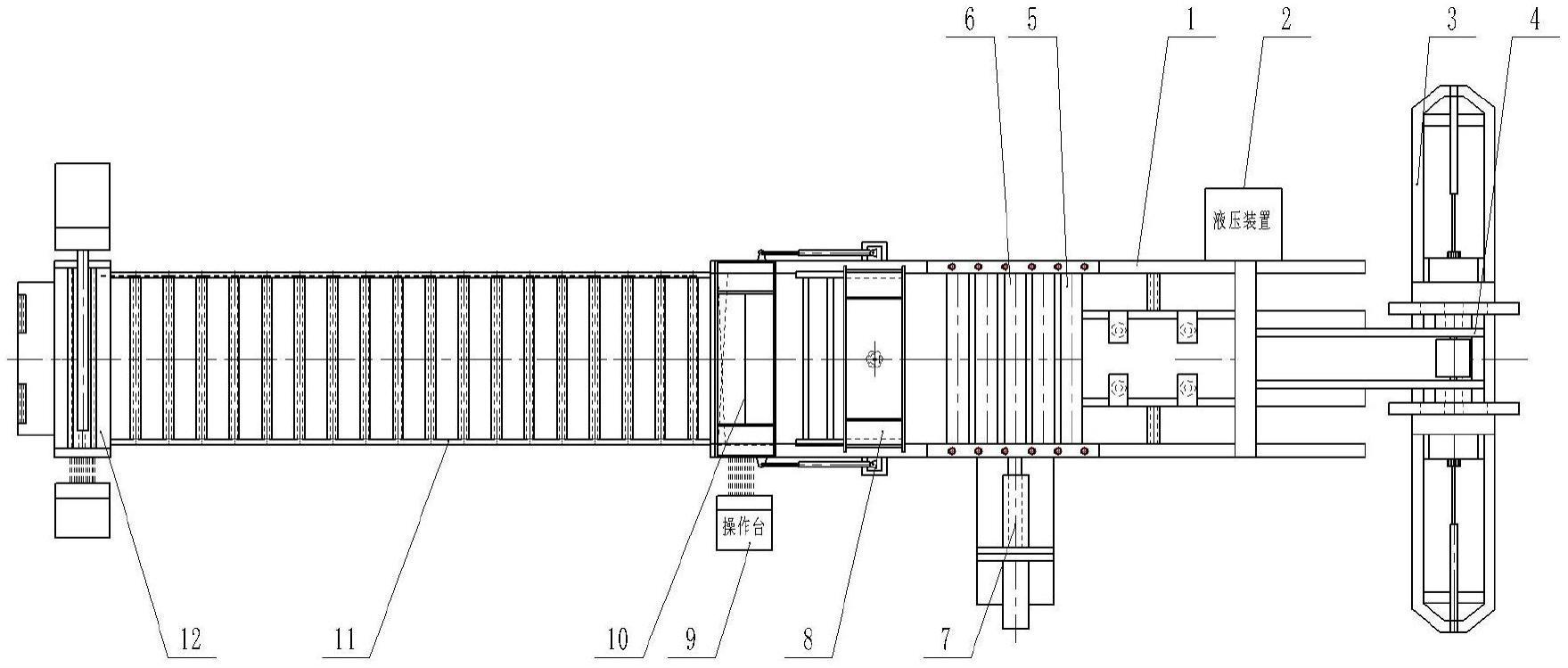
3、本实用新型一种风筒加工设备,包括机架,所述机架的右侧设置有放料装置,左侧设置有牵引开平装置;所述牵引开平装置的左侧依次设置有冲孔装置、切断装置、自动传送装置和自动卷圆机,卷板料从放料装置到达机架上,之后从机架上进入到牵引开平装置进行开平,再之后经过冲孔装置冲孔、切断装置切断后,经自动传送装置运送到自动卷圆机进行卷圆成型。
4、进一步的,所述放料装置包括底座以及设置在所述底座上的放料架;所述放料架与所述机架之间设置有倾斜放置的导料板,且所述导料板的底部位于所述机架的上端面上设置有限制板;所述限制板的一端可滑动的设置在所述机架上,另一端连接着液压装置;所述液压装置固定端安装所述机架的侧壁上。
5、进一步的,所述牵引开平装置包括进料辊组和整平辊组,所述进料辊组位于进料端的位置上,所述整平辊组位于进料辊组的左侧位置上,所述料辊组和整平辊组均通过驱动电机驱动。
6、进一步的,所述机架的侧壁上有数控操作台,所述数控操作台电连接着冲孔装置、切断装置、牵引开平装置和自动卷圆机。
7、进一步的,所述自动卷圆机包括对称分布的支架,所述支架之间上下对称设置有上压辊和下辊,其中下辊的数量为两个。
8、进一步的,下辊的中心位置上设置有中间套,所述中间套的左右对称设置有侧边套。
9、进一步的,所述上压辊和两个下辊的位置成品字型分布。
10、进一步的,所述切断装置、自动传送装置之间设置有折弯机,所述中间套和侧边套之间存在空隙;经过所述折弯机折弯后的卷板料的中间位置位于中间套和上压辊之间,卷板料的侧边位于中间套和侧边套之间的空隙处。
11、与现有技术相比,本实用新型的有益技术效果:
12、该实用新型风筒加工设备为一体化加工设备,将定制的卷板料安装在放料装置上,放料后,将板料的一端引入到牵引开平装置进行开平处理,之后,在数控操作台上将设备参数输入进去,包括材质、板厚、冲孔的位置、孔径开平长度以及卷圆直径等,然后启动设备,进料辊组将卷板料引入到整平辊组进行整平,整平后的卷板料进入冲孔装置按设置的参数自动完成冲孔,开平长度达到设定值时,切断装置自动将板料切断,然后卷板料通过自动传送装置传送到自动卷圆机进料端,自动卷圆机按设定参数完成自动卷圆成型。总之,本实用新型风筒加工设备解决了传统制作工艺较繁琐,设备占地面积较大,生产周期长,生产成本高等的问题,大大缩短了生产周期,降低了生产成本,提高了产品制作精度,同时也提高了材料利用率。
技术特征:
1.一种风筒加工设备,其特征在于:包括机架(1),所述机架(1)的右侧设置有放料装置,左侧设置有牵引开平装置;所述牵引开平装置的左侧依次设置有冲孔装置(8)、切断装置(10)、自动传送装置(11)和自动卷圆机(12),卷板料(13)从放料装置到达机架(1)上,之后从机架(1)上进入到牵引开平装置进行开平,再之后经过冲孔装置(8)冲孔、切断装置(10)切断后,经自动传送装置(11)运送到自动卷圆机(12)进行卷圆成型。
2.根据权利要求1所述的风筒加工设备,其特征在于:所述放料装置包括底座(3)以及设置在所述底座(3)上的放料架(4);所述放料架(4)与所述机架(1)之间设置有倾斜放置的导料板,且所述导料板的底部位于所述机架(1)的上端面上设置有限制板;所述限制板的一端可滑动的设置在所述机架(1)上,另一端连接着液压装置(2);所述液压装置(2)固定端安装所述机架(1)的侧壁上。
3.根据权利要求1所述的风筒加工设备,其特征在于:所述牵引开平装置包括进料辊组(5)和整平辊组(6),所述进料辊组(5)位于进料端的位置上,所述整平辊组(6)位于进料辊组(5)的左侧位置上,所述料辊组(5)和整平辊组(6)均通过驱动电机(7)驱动。
4.根据权利要求1所述的风筒加工设备,其特征在于:所述机架(1)的侧壁上有数控操作台(9),所述数控操作台(9)电连接着冲孔装置(8)、切断装置(10)、牵引开平装置和自动卷圆机(12)。
5.根据权利要求1所述的风筒加工设备,其特征在于:所述自动卷圆机(12)包括对称分布的支架(12-1),所述支架(12-1)之间上下对称设置有上压辊(12-2)和下辊(12-3),其中下辊(12-3)的数量为两个。
6.根据权利要求5所述的风筒加工设备,其特征在于:所述下辊(12-3)的中心位置上设置有中间套(12-4),所述中间套(12-4)的左右对称设置有侧边套(12-5)。
7.根据权利要求5所述的风筒加工设备,其特征在于:所述上压辊(12-2)和两个下辊(12-3)的位置成品字型分布。
8.根据权利要求6所述的风筒加工设备,其特征在于:所述切断装置(10)、自动传送装置(11)之间设置有折弯机,所述中间套(12-4)和侧边套(12-5)之间存在空隙;经过所述折弯机折弯后的卷板料(13)的中间位置位于中间套(12-4)和上压辊(12-2)之间,卷板料(13)的侧边位于中间套(12-4)和侧边套(12-5)之间的空隙处。
技术总结
本技术公开了一种风筒加工设备,属于风筒加工技术领域,包括机架,机架的右侧设置有放料装置,左侧设置有牵引开平装置;牵引开平装置的左侧依次设置有冲孔装置、切断装置、自动传送装置和自动卷圆机,卷板料从放料装置到达机架上,之后从机架上进入到牵引开平装置进行开平,再之后经过冲孔装置冲孔、切断装置切断后,经自动传送装置运送到自动卷圆机进行卷圆成型。本技术风筒加工设备大大缩短了生产周期,降低了生产成本,提高了产品制作精度,同时也提高了材料利用率。
技术研发人员:刘汉飞,李国芹,李钊,庄仲群,马宝岩
受保护的技术使用者:河北同德鼓风机有限公司
技术研发日:20230314
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!