一种减少剖分卷尾部溢出边的装置的制作方法
本技术涉及冷轧带钢卷取控制,尤其涉及一种减少剖分卷尾部溢出边的装置。
背景技术:
1、传统的带钢剖分做法是安装导向装置,在操作侧和传动侧同时安装立辊或分离盘,这种通常应用在纵切上,但带钢边部质量较差、毛刺较高,不能满足高端质量的需求,且只能进行纵切生产,不能满足重卷和剖分同时生产的需要。
2、传统上为满足高端质量的需求及有效提升带钢的生产效率,采用重卷剖分机组既可以进行重卷生产又可以进行剖分生产。在剖分模式时,采用双卷取的工艺,采用的辊子等设备同重卷模式一样,在分切剪将带钢切断后,第一和第二卷取机同时开始卷取尾部带钢,此时的卷取将是无张力卷取,带钢在中剖中的剪切力释放出来后,带钢将明显的跑偏,致使钢卷最后几圈(第一卷取机8m,第二卷取机15m)有明显的溢出,远远超出≤10mm的工艺质量标准;产品下线后,传统的做法是吊车吊起钢卷,操作人员用木板敲击钢卷溢出边部使其达到工艺质量标准,以便于下一步工序的包装。但是通过上述方式对溢出边的处理后,成品钢卷第一卷取机有约8m、第二卷取机有约15m是不合格产品,降低了成材率。
3、因此,对于该类高品质钢卷的剖分生产,急需解决剖分卷取中卷尾部外圈溢出边较大的问题,以有效提高成材率。
技术实现思路
1、针对上述问题,本实用新型的目的在于提供一种减少剖分卷尾部溢出边的装置,通过调整气动抱闸压力使夹送辊沿带钢长度方向施加与带钢运动方向相反的张力,使带钢保持一定张力卷取,从而达到减少带钢卷取尾部溢出边的目的。
2、本实用新型采用的技术方案如下:
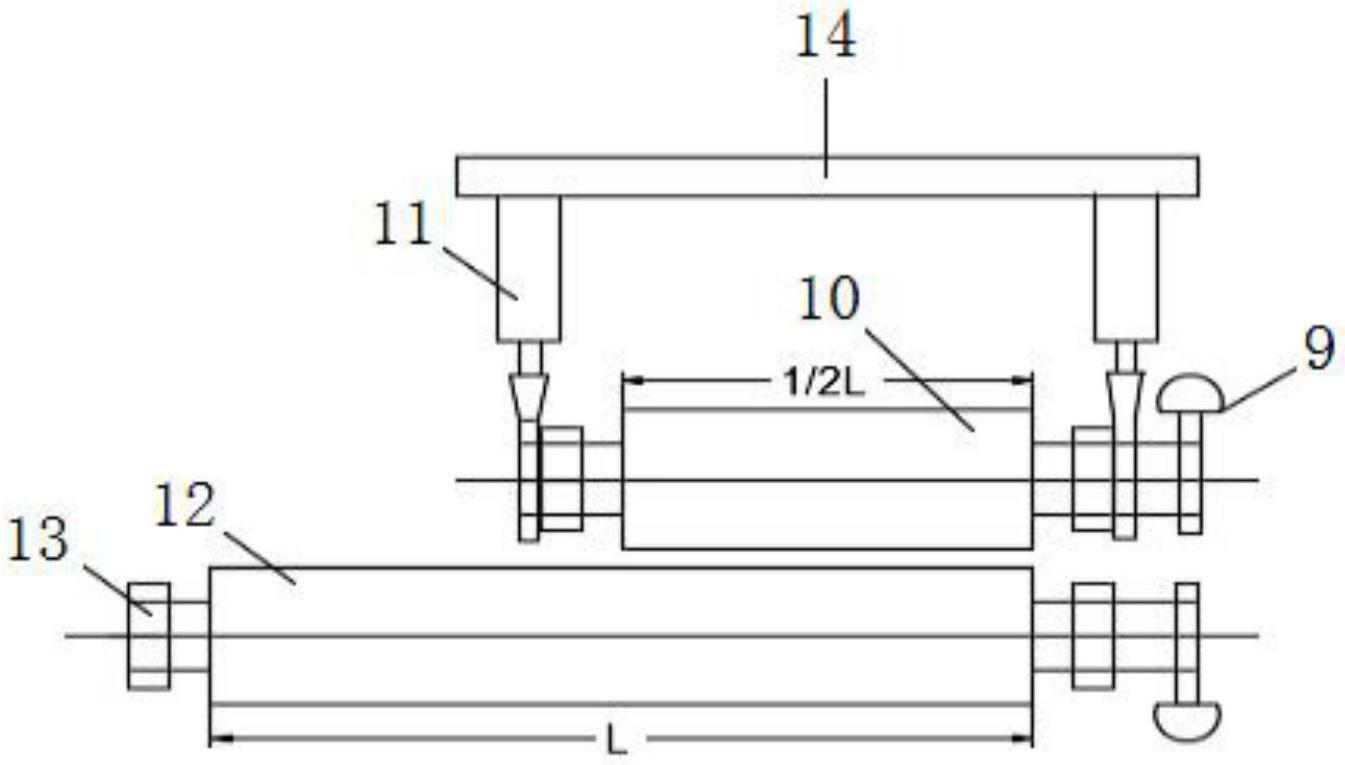
3、本实用新型所提出的一种减少剖分卷尾部溢出边的装置,包括出口切分剪、第一夹送辊、第一转向夹送辊、第二夹送辊、第二转向夹送辊、第二卷取机和第一卷取机;所述第一夹送辊和第一转向夹送辊依次对应布置在出口切分剪的出口侧;所述第二夹送辊和第二转向夹送辊依次对应布置在第一夹送辊和第一转向夹送辊的出口侧;所述第一卷取机设置在第一转向夹送辊下部的一侧;所述第二卷取机设置在第二转向夹送辊下部的一侧;所述第一夹送辊和第二夹送辊结构相同,包括气动抱闸、上辊、下辊和轴承座;所述上辊和下辊上下对应设置,且上辊的辊身长度为下辊辊身长度的1/2;所述上辊辊轴的两端上方分别连接有气缸;所述上辊辊轴的两端分别对应与两侧气缸的活塞杆端部固连;所述下辊辊轴的两端分别通过轴承座安装在机组的固定支架上;所述气动抱闸分别安装在上辊和下辊的传动侧或操作侧。
4、优选的,所述上辊辊轴的两端分别通过轴承座与气缸的活塞杆连接。
5、优选的,所述气动抱闸的压力调节通过比例阀进行控制。
6、本实用新型与现有技术相比具有以下有益效果:
7、本实用新型利用气动抱闸压力调节,使夹送辊施加与不同厚度带钢运动方向相反的相应张力,达到在重卷剖分机组上剖分带钢分切后,在卷取中使尾部带钢保持一定张力卷取,从而减小钢卷尾部外圈溢出边的目的;而且本装置结构简单、投资较小,实际应用效果十分理想。
技术特征:
1.一种减少剖分卷尾部溢出边的装置,包括出口切分剪、第一夹送辊、第一转向夹送辊、第二夹送辊、第二转向夹送辊、第二卷取机和第一卷取机;所述第一夹送辊和第一转向夹送辊依次对应布置在出口切分剪的出口侧;所述第二夹送辊和第二转向夹送辊依次对应布置在第一夹送辊和第一转向夹送辊的出口侧;所述第一卷取机设置在第一转向夹送辊下部的一侧;所述第二卷取机设置在第二转向夹送辊下部的一侧;其特征在于:所述第一夹送辊和第二夹送辊结构相同,包括气动抱闸、上辊、下辊和轴承座;所述上辊和下辊上下对应设置,且上辊的辊身长度为下辊辊身长度的1/2;所述上辊辊轴的两端上方分别连接有气缸;所述上辊辊轴的两端分别对应与两侧气缸的活塞杆端部固连;所述下辊辊轴的两端分别通过轴承座安装在机组的固定支架上;所述气动抱闸分别安装在上辊和下辊的传动侧或操作侧。
2.根据权利要求1所述的一种减少剖分卷尾部溢出边的装置,其特征在于:所述上辊辊轴的两端分别通过轴承座与气缸的活塞杆连接。
3.根据权利要求1所述的一种减少剖分卷尾部溢出边的装置,其特征在于:所述气动抱闸的压力调节通过比例阀进行控制。
技术总结
本技术涉及一种减少剖分卷尾部溢出边的装置,包括出口切分剪、第一夹送辊、第一转向夹送辊、第二夹送辊、第二转向夹送辊、第二卷取机和第一卷取机;所述第一夹送辊和第二夹送辊结构相同,包括气动抱闸、上辊、下辊和轴承座;所述上辊和下辊对应设置,上辊辊身长度为下辊辊身长度的1/2;所述上辊两端上方分别连接有气缸;所述上辊的两端分别对应与两侧气缸的活塞杆端部固连;所述下辊辊轴的两端分别通过轴承座安装在机组的固定支架上;所述气动抱闸分别对应安装在上辊和下辊的传动侧或操作侧。本技术通过调整气动抱闸压力使夹送辊沿带钢长度方向施加与带钢运动方向相反的张力,使带钢保持一定张力卷取,从而达到减少钢卷尾部溢出边的目的。
技术研发人员:朱小兵,蒋红星,周三保
受保护的技术使用者:攀钢集团西昌钢钒有限公司
技术研发日:20230315
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!